

Тема 5. Механізовані і ручні інструменти для виконання монтажних робіт.
Призначення та класифікація механізованих і ручних інструментів. Ручний інструмент для монтажних робіт. Пневматичний інструмент. Електричний інструмент.
5.1. Призначення і класифікація механізованих і ручних інструментів
Інструмент, в якому головний робочий рух (рух робочого органу) здійснюється за допомогою відповідного двигуна, а допоміжний рух та керування здійснюється вручну, має назву механізованого ручного інструменту.
При монтажі механічного обладнання і металічних конструкцій ручний інструмент застосовують при очистці металу та конструкцій від корозії, підготовці кромок під зварку після газової різки, зачистці зварних швів, свердлінні отворів та нарізанні різьби в важкодоступних місцях конструкцій, закручуванні болтів та гайок, вирубці дефектних зварних швів тощо. Застосування механізованого інструмента дозволяє значно скоротити трудомісткість робіт та покращити умови праці в порівнянні з немеханізованим інструментом.
В залежності від виду енергії, яка підводиться до двигуна, механізовані інструменти поділяють на дві основні групи: пневматичні (пневмоінструмент) та електрифіковані (електроінструмент).
В залежності від виду і характеру руху робочого органу розрізняють механізовані інструменти з обертальним, зворотним та складним рухом робочого органу.
Механізований ручний інструмент повинен відповідати наступним вимогам: мати можливо меншу вагу, бути зручним в експлуатації та надійним в роботі, вартість електроінструмента та витрати на його експлуатацію повинні бути відносно невеликими.
Серед інструментів з обертальним рухом робочого органу перевагу слід віддати електрифікованому інструменту, а з ударним робочим рухом – пневматичному. Електрифікований інструмент з обертальним рухом має більш економічну витрату електроенергії і високий к.к.д., що дорівнює 0,4-0,6, а пневматичний (к.к.д. 0,07-0,11).
Недоліки електрифікованого інструмента: велика вага, що приходиться на одиницю потужності; неможливість перевантаження двигуна; необхідність застосування понижуючих трансформаторів при напрузі 25 В.
5.2. Пневматичний ручний інструмент
Пневматичний ручний механізований інструмент приводиться в дію стисненим повітрям, який подається по трубопроводах і пустих шлангах к штуцеру інструменту.
Від нагнітального патрубку компресора повітря надходить в лінію повітропроводу, проходячи повітрозбірник. Повітрозбірник призначений для зменшення коливань тиску у повітропроводах у випадку різкої зміни витрати повітря та його охолодження, для того щоб відокремити вологу яка є у повітрі. Це необхідне у зв’язку із тим, що потрапляння вологи в пневматичний інструмент веде до швидкого виходу його з ладу. Повітрозбірник має запобіжний клапан, спускний кран та оснащений манометром.
Із повітрозбірника стиснене повітря направляється повітропроводом та гнучкими шлангами до інструменту. Потрапляючи в двигун пневматичного інструменту, стиснене повітря здійснює роботу, в результаті якої відбувається рух штоку поршня, обертання шпинделя або ударна дія інструмента.
Ручні пневматичні інструменти розраховані на роботу при тиску стисненого повітря від 4 до 7 атм. Під час роботи пневматичного інструменту необхідна постійна увага на забезпечення необхідного робочого тиску стисненого повітря на вході в інструмент. Зменшення тиску стисненого повітря при вході в інструмент не повинно перевищувати 10% тиску в магістральному трубопроводі. Для дотримання цієї вимоги необхідно встановлювати компресор на мінімальній відстані від споживача та правильно здійснювати підбір поперечного перерізу повітропроводу.
Пневматичні свердлильні машини розрізняються на поршневі та ротаційні (рис.5.1.а). Ротаційні машини легше, оскільки в них відсутній кривошипно-шатунний механізм та золотниковий пристрій. Наприклад ротаційна машина И-34А, яка призначена для свердління отворів діаметром до 32 мм, має масу 13,5 кг, а поршнева СМ-32 – 17 кг (за умови свердління таких саме діаметрів).
Свердління пневматичними машинами проводиться у вертикальному положенні; при похилому положенні продуктивність свердління зменшується на 15-20%, а при роботі знизу – на 40-50%.
Для роботи в обмежених місцях застосовують кутові свердлильні машини, в яких центр шпинделя знаходиться на 40 мм від краю корпусу.
Пневматичні гайковерти (рис. 5.1.е) значно полегшують працю монтажників та дозволяють підвищити продуктивність праці у 8-10 разів порівняно з продуктивністю при роботі звичайними ключами. Закручування гайки відбувається під дією обертального моменту на торцевому ключі, який утворюється двигуном.
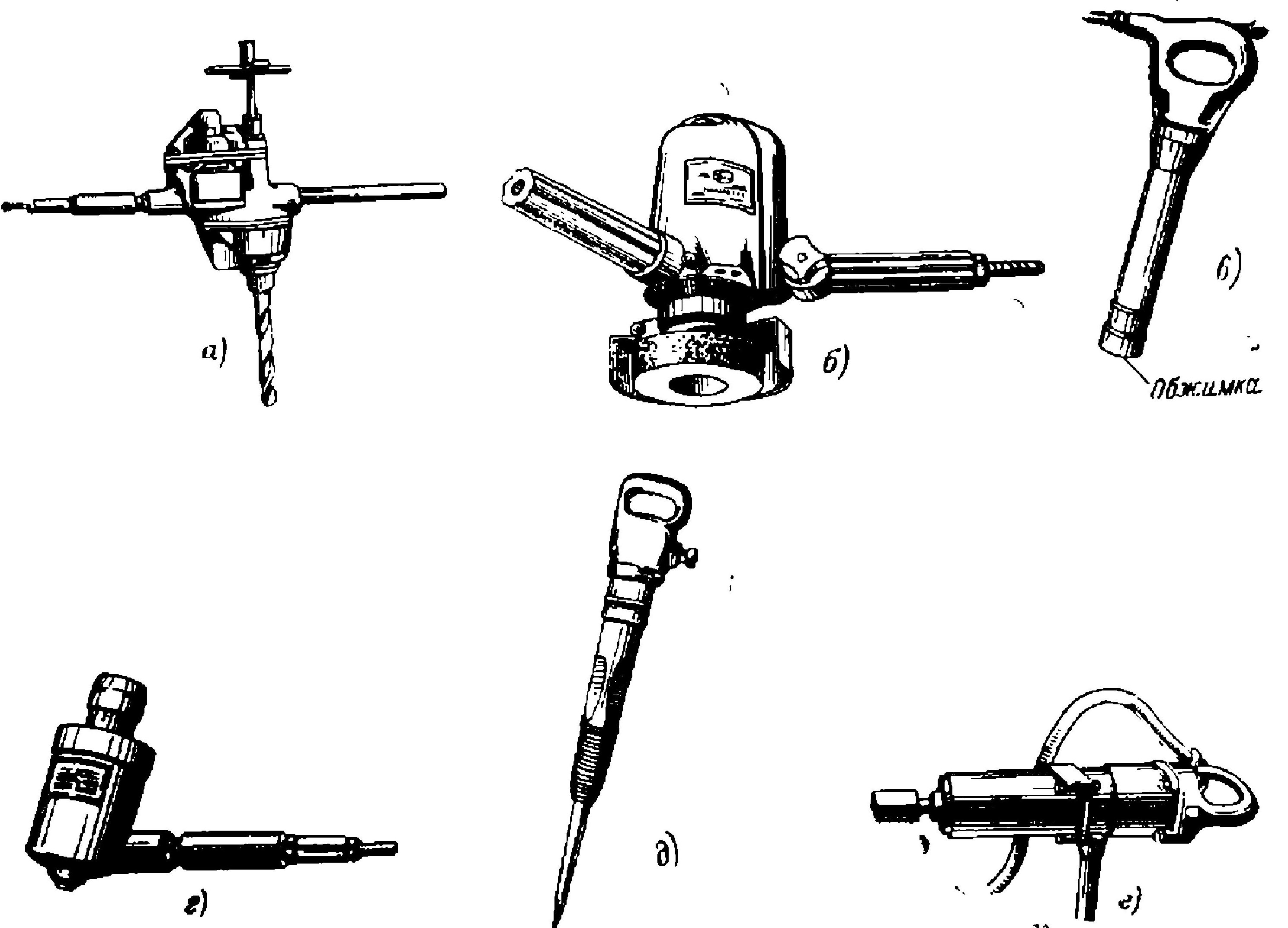
Рис. 5.1. Пневматичний інструмент.
а- свердлильна ротаційна машина; б – шліфувальна ротаційна машина; в – клепальний молоток; г – пневматична підтримка; д – відбійний молоток; е – ключ-гайковерт.
Пневматичними молотками ставляться заклепки діаметром до 26 мм. Встановлення молотком заклепок діаметром 29-32 мм вимагає від клепальника значних фізичних зусиль. Хороша якість заклепок та висока продуктивність при роботі клепальним молотком можне бути отримана при робочому тиску в мережі стислого повітря не менше 5,5 атм. (краще, якщо робочий тиск біля 6 атм).
Клепальний молоток (рис. 5.1.в) для заклепок діаметром більше 15 мм повинен мати масу більше 8-12 кг. Завдяки великий силі удару та великій кількості ударів (у деяких молотків до 2000 ударів за хвилину) продуктивність праці із заклепування пневматичними молотками набагато вище, ніж при роботі вручну. Робочим інструментом є обжимка, яка встановлюється у відкритий кінець молотка.
Для запобігання передчасного зносу ходових частин молотка необхідно запобігання попадання у внутрішню ємкість молотка пилу. Для того щоб не було втрат повітря та відповідно зниження сили удару, зазори між рухомими частинами молотка повинні бути дуже малими, в межах 0,08-0,3 мм. За розмірами зазорів повинен постійний контроль. В разі їх збільшення молоток повинен бути відремонтований.
Пневматична підтримка (рис.5.1.г) призначена для підтримки заклепки та щільного приживання закладної головки до матеріалу. Підтримка складається із циліндра та поршня. В зовнішньому кінці поршня є гніздо, до якого вставляється хвостовик обжинки. Поршень під дією стислого повітря рухається до того часу поки обжимка не притисне головку заклепки до металу що склепується. Ззаду підтримка щільно спирається на будь-яку нерухому опору.
Підтримка залишається на весь час встановлення заклепки під тиском повітря. Після закінчення клепки відкривається вихід повітря назовні,поршень опускається та звільняє головку заклепки. Застосовують два види підтримок: підтримки у вигляді циліндра довжиною 360 мм з ходом поршня 100 мм та підтримки у вигляді стакану з ходом поршня 30 мм.
Рубальні пневматичні молотки застосовуються для зачистки та відрубування нерівностей кромок, а також для підрубування зварних швів.