

Разъемные соединения
Для разъемного соединения двух волокон на их концы устанавливают коннекторы (connector, plug), они же вилки, которые вставляют в соединительные розетки (receptacle), изображенные на рис. H.4.
Коннектор имеет два функциональных элемента — корпус 1 и наконечник 2. Наконечник (ferrule), закрепляемый на волокне, обеспечивает его центровку в розетке. От материала, из которого изготовлен наконечник, зависит качество коннектора — уровень вносимых потерь. Лучшим материалом считается керамика — допуски при ее обработке минимальны, затем идет нержавеющая сталь, самые дешевые коннекторы имеют пластмассовый наконечник. Волокно закрепляется в наконечнике либо с помощью эпоксидного клея (традиционный способ), либо с помощью обжима соответствующей детали коннектора. Выступающий кончик волокна скалывают и полируют. Полировка необходима для того, чтобы стыкуемые волокна в наконечниках могли как можно ближе придвигаться друг к другу, а шероховатости поверхностей не вносили бы дополнительных потерь. Наконечник закрепляется в корпусе коннектора либо неподвижно, либо относительно свободно. Корпус обеспечивает закрепление кабеля и фиксацию коннектора в розетке. «Плавающее» закрепление наконечника защищает сам оптический стык от механических воздействий на корпус коннектора и кабель.
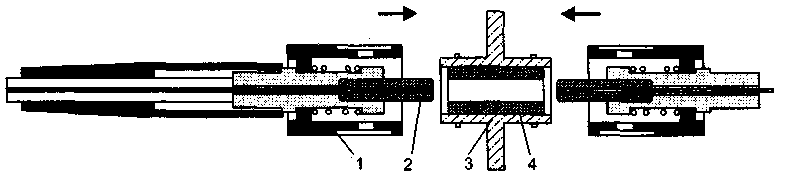
Рис. H.4. Разъемное соединение
Розетка состоит из корпуса и центрирующей вставки. Корпус розетки 3 обеспечивает ее крепление на панели и фиксацию коннекторов. Вставка 4 обеспечивает точное взаимное позиционирование наконечников коннекторов. Она может закрепляться жестко или «плавающе». Материал вставки — керамика или бронза — влияет на качество соединителя, им определяется точность позиционирования наконечников.
Коннекторы и розетки имеют ключи, не допускающие азимутального вращения соединяемых волокон друг относительно друга. Этим обеспечивается повторяемость характеристик при многократных циклах подключения/отключения. Относительное вращение будет приводить к изменению потерь, обусловленных эллиптичностью и эксцентричностью волокон.
Из-за особенностей лазерных источников, применяемых с одномодовым волокном (а в Gigabit Ethernet — и с многомодовым), критичен уровень обратных отражений. Для его уменьшения применяют разные подходы к обработке торцевых поверхностей (рис. H.5). Плоская полировка торцов (flat finish) из-за неизбежного отклонения плоскости торца от перпендикулярности к оси волокна не гарантирует отсутствия воздушного зазора между стыкуемыми волокнами. При этом из-за френелевского отражения уровень обратных отражений получается около -11 дБ. Сферическая полировка обеспечивает физический контакт волокон — PC (Physical Contact finish), при этом уровень обратных отражений снижается до -(30-40) дБ (коннекторы Super PC) и даже -(40-50) дБ (Ultra PC). Лучшие характеристики (до -65 дБ) обеспечивает угловая сферическая полировка АРС (Angled Physical Contact finish).
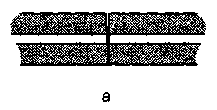
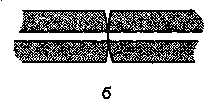
Рис. H.5. Стыковка торцов: а — плоских, 6 — сферических (PC)
Коннекторы разных типов различаются по сложности и трудоемкости их установки, что критично для оконцовки в «полевых» условиях. Коннекторы сильно различаются и по цене. При их сравнении следует учитывать не только цену самого коннектора, но и цену (наличие или возможность аренды) инструментов и приспособлений, риск испортить коннектор, трудоемкость установки и возможность ее выполнения в конкретных условиях. При установке коннекторов старых моделей было две трудоемких операции — эпоксидная вклейка волокна и полировка торца. Работа с эпоксидным клеем — грязная и вредная, а сушка коннектора в печке занимает 10-30 минут (без печки —сутки). Вместо эпоксидного компаунда применяют и быстросохнущий клей иного состава, для сушки которого не требуется печка. Ручная полировка, особенно при эпоксидной вклейке, занимает много времени. Машинная выполняется быстро, но требуется специальный станок. Для контроля качества требуется специальный микроскоп. Полировка может окончиться и неудачно, и коннектор окажется загубленным.
Новая обжимная технология фиксации волокна исключает применение клея. Коннекторы с технологией LightCrimp фирмы AMP устанавливаются гораздо проще, но для этого обязательно требуется специальный обжимной инструмент. Для этих коннекторов проще и полировка. Однако по технологии LightCrimp пока выпускают только многомодовые коннекторы.
Следующим шагом в развитии технологии стало исключение и процесса полировки. В коннекторах MT-RJ (AMP) отрезки волокна (fiber stub) закреплены в наконечнике и должным образом обработаны при изготовлении. Волокно стыкуют с этими отрезками так же, как и в сплайсе CoreLink (с помощью ключа). Здесь нет ни клея, ни полировки, не требуется специальный обжимной инструмент, а коннектор к тому же может переустанавливаться до 10 раз.
По типу соединяемых волокдн разъемы делятся на одномодовые и многомодо-вые. Для одномодовых требуется более высокая точность позиционирования (из-за малого диаметра сердцевины волокна). Здесь для наконечников коннекторов и центрующих вставок, розеток обычно используют керамику, которую можно обрабатывать с меньшими допусками. В таких коннекторах часто применяют «плавающий» наконечник, чтобы внешние механические воздействия не приводили к нарушению позиционирования. Некоторые типы коннекторов выпускают с внутренним диаметром наконечника 125, 126 и 127 мкм, что связано с допуском на наружный/диаметр оболочки волокна. При сборке таких коннекторов подбирают наконечник с минимальным диаметром, который удается надеть на конкретное волокно. Этим достигается наибольшая точность центровки. Для снижения уровня обратных отражений применяют наконечники с полировкой PC и АРС. По этим причинам одномодовые коннекторы дороже многомодовых вариантов коннекторов того же типа. Одномодовые коннекторы можно использовать и для многомодового волокна, но это слишком дорого. Обратный вариант недопустим.
Цветовая маркировка (по TIA/EIA-568A): многомодовые коннекторы и адаптеры (розетки) — бежевые, одномодовые — синие.
По количеству соединяемых волокон коннекторы делятся на одинарные (симплексные), дуплексные (двойные) и многоканальные. В оптических коннекторах используются разные механизмы фиксации. Поворотные фиксаторы — байонет-ные (ST) или винтовые (FC) — не позволяют получать дуплексные конструкции с высокой плотностью портов. Гораздо удобнее фиксация «тяни-толкай» (push-pull), применяемая в разъемах SC (одиночных и дуплексных), или защелка (latch), как в FDDI и MT-RJ.