

Хімічні й гальванічні процеси виготовлення печатних плат
Основне призначення хімічних і гальванічних процесів полягає в металізації монтажних отворів і захисту малюнка печатної плати при травленні.
Типовий технологічний процес хімічної й гальванічної металізації печатних плат (ДСТ 23770-79) складається з етапів:
підготовки поверхні,
сенсибілізації,
активації,
хімічного й гальванічного міднень,
гальванічного осадження сплаву SnPb.
Підготовка поверхні монтажних отворів печатних плат полягає в
гідроабразивній обробці,
підтравлюванні діелектрика в отворах сірчаною кислотою й фтористим воднем,
промиванні в проточній воді.
Сенсибілізація (підвищення чутливості до міді) здійснюється в розчині двохлористого олова, соляної кислоти й металевого олова протягом 5...7 хв. із наступним промиванням у дистильованій воді. У результаті сенсибілізації на поверхні стінок отворів адсорбується плівка іонів двохлористого олова, яка є відновлювачем для палладія.
Активація проводиться у водяному розчині двохлористого палладія й аміаку протягом 5...7 хв. Металевий палладій служить центром кристалізації при хімічному мідненні. Для скорочення технологічного циклу й поліпшення якості металізації використовують сполучений розчин, що активує, до складу якого входять солі Палладія й олова.
Хімічне міднення – це відновленні міді на активованих поверхнях з розчину, у який входять солі міді, нікелю, формаліну, соди й ін.
Час осадження шару міді товщиною 0,25...0 ,5 мкм становить 15...20 хв. Для полегшення видалення водню, що виділяється в процесі міднення, і для кращого змочування отворів розчином процес ведеться із плавним погойдуванням плат або з накладенням ультразвукового поля. Опади міді в цьому випадку мають щільнішу структуру, що пояснюється кращими умовами для видалення водню, який закриває поверхню діелектрика.
Гальванічну металізацію застосовують для збільшення тонкого шару міді, отриманого при хімічній металізації до товщини 5...8 мкм, і наступного утворення провідного малюнка схеми з товщиною міді в отворах 25 мкм.
Гальванічне міднення вимагає замкнутого контуру провідних покриттів, що здійснюється технологічними провідниками, прошиванням отворів мідним дротом і застосуванням спеціальних рамок. Мідь нарощують у сірчанокислому, борфтористо-водневому й інших електролітах. При тривалому впливі електроліту на ізоляційну основу можливе погіршення його діелектричних властивостей.
Нанесення гальванічних покриттів здійснюють у ваннах (мал. 9.14).
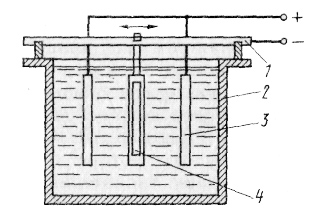
Рис. 9.14. Схема гальванічного міднення печатних плат
Плату 4 затискають у металевій рамці й підвішують на шині 1, встановленій у ванні 2 з електролітом. Шину підключають до негативного джерела струму, а електроди 3, виготовлені з електролітичної міді, - до позитивного джерела струму. На платі, що є катодом, осаджується мідь. Для одержання гарного покриття на стінках отворів передбачається переміщення рамки, що забезпечує постійне відновлення електроліту в отворах.
Важливим технологічним параметром є розсіювальна здатність процесу, від якої залежить відношення товщини покриття в отворі до товщини покриття на поверхні плати. Так як це відношення не може бути більше одиниці, то необхідно наносити більш товстий шар на поверхню плати, щоб одержати шар заданої товщини в отворі.
Гальванічне осадження сплаву "олово-свинець" товщиною 8...20 мкм здійснюється з метою запобігання провідного малюнка при травленні плат і забезпечення гарної паяємості. Можливе застосування спеціальних покриттів (палладій, золото й ін.) товщиною 2...5 мкм. Осадження гальванічних сплавів складніше, що викликано необхідністю підтримки певного складу покриття. Адгезія гальванічного покриття залежить від якості підготовки поверхні для металізації й дотримання режимів процесу.
Травлення є хімічним процесом, при якому ділянки мідної фольги, не захищені резистом, видаляються з поверхні діелектричної основи, а ділянки, покриті резистом, зберігаються й формують малюнок печатної плати. У якості резисту використовуються фоторезист, трафаретна фарба або стійкий до впливу травителів гальванічно нанесений шар олов'яно-свинцевого сплаву (припою) або благородних металів.
Процес травлення містить у собі
попереднє очищення,
власне травлення металу,
очищення після травлення
видалення фоторезисту.
Травлення печатних плат з малюнками, захищеними сплавами на основі олова-свинцю або благородних металів, виконується в розчинах на основі хлорної міді (ДСТ 23727-79). Такі розчини мають низьку вартість, прості в приготуванні й легко видаляються із плати після травлення. Якщо малюнок плати захищений печатними фарбами, то травлення відбувається в залізомідному хлоридному розчині.
Травлення набризкуванням відбувається у ваннах (мал. 9.15, а). Плата 2 закріплюється в обоймі 1 і встановлюється у ванні 6 на невеликій відстані від поверхні травильного розчину 5. Сітка 3 захищає ротор 4 від випадкового потрапляння деталей.
Травильний розчин 5 набризкується на плату обертовими лопатями ротора, установленого на дні ванни. По ходу процесу концентрація розчину змінюється й зміст ванни необхідно вчасно коректувати.
Травлення набризкуванням забезпечує рівномірне видалення фольги й мале її підтравлювання. Однак цим методом можна обробляти одночасно невелику кількість плат при невисокій швидкості травлення.
Струминне травлення забезпечує високу продуктивність. Травитель під високим тиском через систему сопел розпорошується на поверхню плати (мал. 9.15, б). З поверхнею плати постійно стикається свіжий розчин, що надходить із сопла, що забезпечує високу швидкість травлення. Цей метод є універсальним і забезпечує травлення з високою розв'язною здатністю.
Час травлення скорочується при підвищенні температури розчину (до 40°С), збільшенні сили удару струменя травильного розчину об поверхню плати й кількості повітря, що подається в розчин. Залежно від перерахованих факторів час травлення фольги товщиною 35 мкм може становити 2...12 хв.
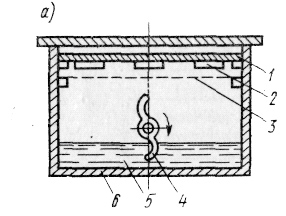
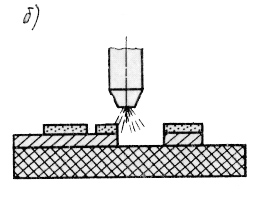
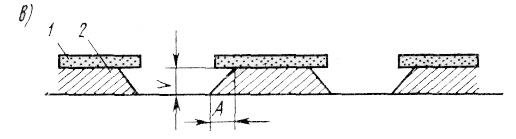
Рис. 9.15. Травлення фольги:
а - набризкуванням; б - розпиленням; в - провідники після травлення (1 - фоторезист, 2 - фольга)
Травильний розчин діє з усіх сторін і викликає небажані бічні підтравлювання (мал. 9.15, в), які оцінюються коефіцієнтом травлення
K = v/А,
де v - товщина фольги; А - бічне підтравлювання.
Для зменшення підтравлювання варто застосовувати тонку (18 мкм) або надтонку (5 мкм) фольгу.
Захисний шар трафаретної фарби або фоторезисту знімають у лужних розчинах. Для зняття деяких фарб використовується додатковий механічний вплив обертових щіток. Після травлення необхідне ретельне промивання в гарячій проточній воді для видалення травителя.