

Одержання малюнка печатної плати
Основними методами одержання захисного малюнка печатної плати є
фотодрук
трафаретний друк.
Фотодрук.
Фотодрук являє собою спосіб нанесення зображення малюнка печатних провідників на матеріал основи, покритий світлочутливим шаром (фоторезистом), експонованим через фотошаблон з необхідним зображенням.
Фотошаблон малюнка печатної плати, - це негативне або позитивне зображення необхідного малюнка в масштабі 1:1 на скляній фотопластинці або плівковому матеріалі, отримане шляхом фотографування з оригіналів малюнка печатної плати.
Оригінал малюнка печатної плати являє собою зображення технологічного шару плати, виконане в збільшеному масштабі, звичайно в позитивному зображенні. При цьому малюнок оригіналу відповідає малюнку креслення плати за ступенем почорніння (провідники й контактні площадки чорні, а пробільні місця білі). Якщо на платі є екрани, що займають більшу площу, то оригінали малюнка печатної плати виконують у негативному зображенні (малюнок оригіналу протилежний малюнку печатної плати по ступені почорніння).
Для одержання оригіналів малюнка печатної плати застосовують
креслення,
наклеювання липкої стрічки,
різання по емалі й інші способи.
Креслення оригіналу печатної плати роблять на спеціальному креслярському папері за допомогою здвоєних рейсфедерів, плакатних пер, лекал й ін. Для прискорення процесу креслення рекомендується на папір попередньо нанести типографським способом координатну сітку. Внаслідок високої трудомісткості й низкою точності цей спосіб використовується рідко.
Наклеювання липкої стрічки значно скорочує трудомісткість виготовлення оригіналу печатної плати. При цьому на папір з координатною сіткою, наклеєну на основу, що не деформується (скло, алюміній й ін.), наносять центри монтажних отворів і контактні площадки, а провідники одержують приклеюванням непрозорої липкої стрічки.
Різання по емалі застосовують для плат, що вимагають високої точності виконання провідників. Товщина шару емалі, що наноситься на заготовку зі скла, становить 30...50 мкм. Емаль наносять фарборозпилювачем у кілька шарів. Після сушіння заготовку встановлюють на стіл координатографа. Голівка, у якій закріплений різець, може переміщуватися по координатних осях і прорізати контури елементів печатної схеми з точністю ±0,05 мм. Надрізану емаль видаляють пінцетом. Якщо оригінал виготовляють у позитивному зображенні, то її видаляють із пробільних місць. Висока точність виготовлення оригіналу печатної плати дозволяє застосовувати порівняно невелике збільшення при його виготовленні й одержувати фотошаблони більш високої точності (в 8...10 разів) ніж при ручному способі.
Для визначення розмірів оригіналу печатної плати при фотографуванні й для сполучення фотошаблонів на технологічному полі оригіналу печатної плати виконують хрести й інші реперні знаки. Хрести, виконані по кутах (мал. 9.8, а) призначені для перевірки точності дотримання заданого масштабу зменшення при фотографуванні. Два з них, розташовані по діагоналі або по великій стороні, використовують надалі для пробивання базових отворів, а п'ятий хрест - для орієнтування. При виготовленні печатних плат, що не вимагають високої точності, допускається використання при фотографуванні в якості базового розмір між найбільш віддаленими контактними площадками (розмір А).
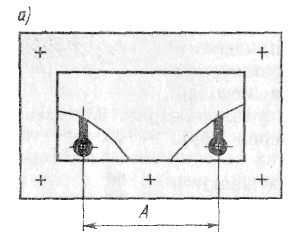
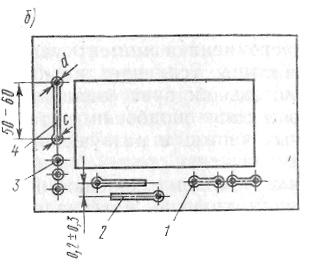
Рис. 9.8. Приклад виконання фотооригіналу:
а - однобічної печатної плати;
б - тест-плати;
с - діаметр контактної площадки під отвір мінімального діаметра;
d - діаметр контактної площадки під отвір максимального розміру
На технологічному полі плати можуть передбачатися наступні елементи для контролю параметрів печатної плати (мал. 9.8, б):
1 - для визначення числа перепайок;
2 - для контролю міцності зчеплення фольги з діелектриком;
3 - для контролю опору ізоляції між отворами;
4 - для контролю опору ізоляції між провідниками.
Недоліком розглянутих методів одержання фотошаблонів є необхідність масштабного фотографування. Цей недолік усувається при одержанні необхідної схеми в масштабі 1:1 безпосередньо на фотопластинці світловим променем, що сканує за допомогою координатографа. Останній дозволяє наносити зображення прямолінійних ліній шириною 0,25...4 мм і контактні площадки різної конфігурації. Малюнок печатного монтажу кодується й переноситься на перфострічку, що міститься в пристрої, що зчитує, координатограф. Інформація одного кадру вводиться в блок керування, де перетворюється в імпульси для крокових двигунів. Останні працюють роздільно, переміщуючи координатний стіл по осі х або у. При спільній роботі двигунів стіл переміщується під кутом 45°. Точність установки координат ±25 мкм. Форму й розміри контактних площадок визначають діафрагми. Змінні диски містять від 16 до 32 різних за конфігурацією діафрагм. Необхідні розміри і яскравість світлового променя забезпечується оптичною голівкою.

Рис. 9.9. Схема системи автоматизованого проектування печатних плат
Найбільш доцільним є одержання оригіналів фотошаблонів у системах автоматизованого проектування печатних плат (мал. 9.9).
Фоторезисти являють собою тонкі плівки органічних розчинів, які повинні мати властивості після експонування полімеризуватися й переходити в нерозчинний стан. Основні вимоги до фоторезистів:
висока розподільна здатність,
світлочутливість,
стійкість до впливу травителів і різних хімічних розчинів,
гарна адгезія з поверхнею виробу.
Під розподільною здатністю фоторезисту розуміється число ліній, яке можна нанести на один міліметр поверхні плати з відстанню між ними, рівною їхній ширині. Допустима здатність залежить від виду фоторезисту й товщини шару. При тонких шарах вона більше, ніж при товстих.
За способом утворення малюнка фоторезисти діляться на
негативні
позитивні
Ділянки негативного фоторезисту, що перебувають під прозорими ділянками фотошаблона, під дією світла одержують властивість не розчинятися при проявленні. Ділянки фоторезисту, розташовані під непрозорими місцями фотошаблону, легко видаляються при проявленні в розчиннику. У такий спосіб створюється рельєф, що представляє собою зображення світлих елементів фотошаблона.
Негативні фоторезисти виготовляють на основі полівінілового спирту.
Їх широко застосовують внаслідок:
відсутності токсичних складових,
високої розподільної здатності (до 50 ліній/мм),
простоті проявленні
низькій вартості.
Недоліком цих фоторезистів є неможливість зберігання більше 3...5 ч заготівель із нанесеним шаром, тому що останній задублюється не тільки під дією світла, але й у темряві. Крім того, зі зниженням вологості й температури навколишнього середовища зменшується механічна міцність світлочутливого шару і його адгезія з фольгою.
Позитивний фоторезист під дією опромінення змінює свої властивості таким чином, що при обробці в проявниках розчиняються його опромінені ділянки, а неопромінені (що перебувають під непрозорими ділянками фотошаблона) залишаються на поверхні плати.
Для позитивних фоторезистів застосовують матеріали на основі діазосполучень, які складаються зі світлочутливої полімерної основи (новолачної смоли), розчинника й деяких інших компонентів. За адгезійною і розподільною здатністю вони перевершують негативні фоторезисти, але мають вищу вартість і містять токсичні розчинники. Розподільна здатність позитивних фоторезистів становить до 350 ліній/мм. Перевага позитивного фоторезисту є відсутність дублення при зберіганні заготівель із нанесеним світлочутливим шаром.
У технологічному процесі виробництва печатних плат застосовують рідкі й сухі фоторезисти.
Рідкі фоторезисти наносять зануренням, поливом із центрифугуванням, накатуванням ребристим роликом й іншими способами.
Занурення (мал. 9.11, а) є найпростішим способом, що дає можливість одержати шар фоторезисту на двох сторонах плати.
Плата 7, закріплена в тримачі 6, занурюється в посудину 5 з фоторезистом. Тримач пов'язаний із блоком руху, оснащений електродвигуном 1, що через редуктор 2 обертає шків 3. При цьому повзун 5 переміщується за напрямними 4. Блок руху врівноважується вантажем 9. Товщина одержуваних шарів фоторезисту залежить від швидкості, з якою плата витягається з ванни. Для одержання товстих шарів використовують багаторазове занурення із проміжним сушінням кожного шару.
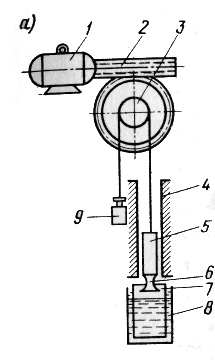
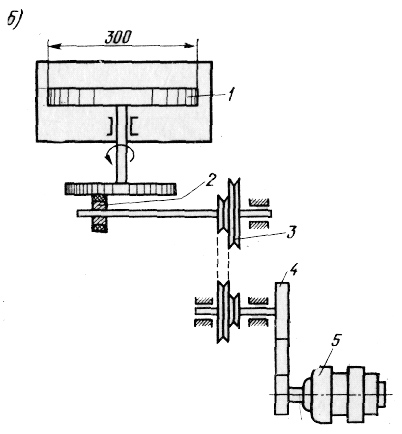
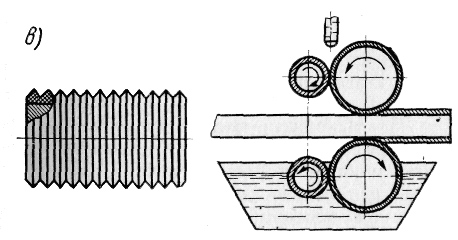
Рис. 9.11. Методи нанесення рідкого фоторезисту:
а - зануренням;
б - центрифугуванням;
в - накочуванням ребристим роликом
Поливом із центрифугуванням можна одержати майже беспористе покриття. Плату встановлюють на планшайбу 1 (мал. 9.11, б), що одержує обертання від електродвигуна 5 через зубчасті колеса 4, шків 3 і фрикційний ролик 2. Змінюючи відстань між роликом і віссю обертання планшайби, можна регулювати частоту її обертання. Фоторезист наносять під час перших оборотів центрифуги, а потім частоту обертання збільшують. Товщина одержуваного покриття залежить від в'язкості фоторезисту й частоти обертання центрифуги. Для одержання тонких плівок використовують високу частоту обертання, при цьому необхідні фоторезисти з досить низькою в'язкістю. Товщина шару звичайно становить від 2 до 4 мкм, а нерівномірність товщини 0,5...1 ,0 мкм.
Накатування фоторезисту ребристим роликом (мал. 9.11, в) забезпечує більшу рівномірність нанесеного шару. Канавки на поверхні ролика служать резервуаром для фоторезисту.
Недоліки рідких фоторезистів –
мала товщина й нерівномірність шару покриття,
більша трудомісткість процесу нанесення
неможливість його використання для нанесення на плати з отворами.
Сухі фоторезисти в наш час набутили широкого застосування. Вони замінили рідкі, тому що більш технологічні й прості у вживанні.
Сухий плівковий фоторезист являє собою тонку плівку, що полімеризується під дією ультрафіолетового опромінення.
Він складається із трьох шарів:
оптично прозорої плівки (звичайно поліетилентерефталата),
світлочутливого полімеру
захисної лавсанової плівки.
Покриваючі плівки охороняють фоторезист від механічних ушкоджень і можливого забруднення.
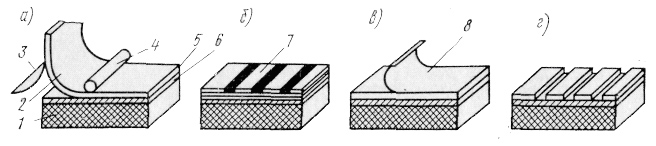
Рис. 9.12. Послідовність фотодруку із застосуванням сухого фоторезисту:
а - нанесення фоторезисту;
б - експонування;
в - відділення несучої плівки;
г - видалення неекспонованих ділянок
Нанесення сухого плівкового фоторезисту (мал. 9.12) здійснюється за допомогою валкового механізму (ламінатора). Валик, що накочує 4, оснащений пристроєм для забезпечення заданого тиску на заготовку 1. Процес відбувається при підвищеній температурі. При цьому захисна плівка 3 видаляється, а відкрита поверхня полімеру 5 приклеюється до мідної фольги 6, тому що адгезія світлочутливого полімеру до фольги більше, ніж до несучої плівки 2. У результаті експонування на платі утвориться зображення світлих місць фотошаблона 7. Оптично прозора плівка 8 відокремлюється від несучої поверхні, і зображення проявляється у воді. При цьому неекспоновані ділянки видаляються.
Метод фотодруку забезпечує високу розподільну здатність, що дозволяє одержувати провідники, ширина яких і відстань між ними становить 0,1 мм.
Трафаретний друк (сіткографічний метод).
Метод заснований на одержанні необхідного малюнка схеми на поверхні мідної фольги шляхом продавлювання захисної фарби гумовим ракелем через сітчастий трафарет. Сітки для трафаретів виготовляють із капронових або лавсанових ниток. Більше висока точність малюнка схеми виходить при використанні сітки з фосфористої бронзи або нержавіючої сталі діаметром 35...40 мкм. Розмір осередку трафарету становить 60...80 мкм. Металева сітка витримує велику кількість відбитків і застосовується в серійному виробництві. Недоліками її в порівнянні із шовковою сіткою є мала еластичність і схильність до окислювання. Необхідний малюнок на трафареті виходить за допомогою фоторезистів. Відкриті ділянки сітки трафарету відповідають малюнку печатної плати.
Фарба для захисного шару повинна володіти
високою кислотостійкістю,
гарною адгезією із платою,
мінімальним часом сушіння
сметановидною консистенцією.
Рідка фарба дає розпливчасте зображення, а густа важко продавлюється через трафарет. Печатні властивості фарби і їх адгезійна здатність залежать від зв'язувальної речовини, у якості якого використають різні смоли з оліфами. До складу фарби входять також розчинники (гасова фракція, уайт-спірит й ін.), розріджувач і компоненти, що поліпшують в'язкість, пластичність, розтікаємість й адгезійні властивості фарби. Найбільш широко використовують фарбу СТ3.12-51 і гальваностійку фарбу СТ3.13.
При нанесенні фарби вручну (мал. 9.13, а) плату 4 встановлюють по базових технологічних отворах і наносять деяку кількість фарби, що забезпечує утворення валика 2 уздовж всієї довжини шпателя 1 при його русі за трафаретом 3. Хвиля фарби перед шпателем є своєрідним резервуаром, що забезпечує з деяким надлишком весь процес друку. Видрукувану плату поміщають у сушарку. Сушіння здійснюють доти, поки плату можна буде взяти в руки без побоювання зашкодити відбиток. У випадку двосторонньої плати в такий же спосіб наносять схему з іншої сторони плати.
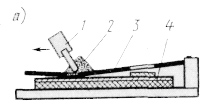
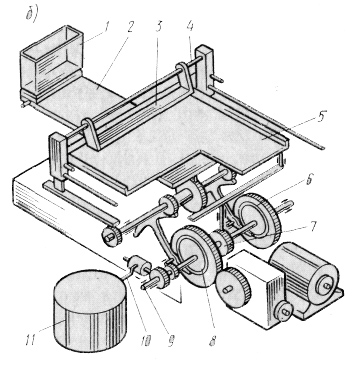
Рис. 9.13. Нанесення захисного шару через трафарет:
а — принципіальна схема; б — схема автомату
Машинний друк передбачає здійснення тих же операцій, що й ручний. Рух шпателя, подача резисту й підйом трафарету автоматизовані. Плати подаються на робочу позицію (мал. 9.13, б) з магазина 1 столом 2, оснащений вакуумним присосом. Вакуумний насос 11 включається перемикачем 10. Рухом стола управляє кулачок 8, що сидить на розподільному валу 9. Сітчастий трафарет 5, закріплений у рамці, може переміщатися у вертикальному напрямку від кулачка 7. Робочий хід ракеля 3 здійснюється при русі стола від кулачка 6. Наприкінці робочого ходу ракель повертається навколо осі 4, вакуум знімається і плата з нанесеним малюнком направляється на сушіння.
Одержання малюнка схеми методом трафаретного друку на 60% дешевше, ніж фотохімічним.
Однак метод трафаретного друку має малу розв'язну здатність, що визначається розміром осередків у сітці (звичайно 0,08 мм). В силу того, що фарба розтікається, розподільна здатність зменшується до 0,10...0,15 мм. Трафаретний друк використовують у тому випадку, якщо ширина провідників і відстань між ними більше 0,3 мм, точність переносу зображень не вище 0,1 мм.
Типові дефекти трафаретного друку - пори й проколи в шарі нанесеного резисту, нерівні краї провідників, нерівномірна товщина. Основними причинами дефектів є запиленість приміщення, невідповідна в'язкість резисту, зношування трафарету, подряпини на трафареті, що виникають від твердих часток, що попадають у фарбу. На властивість фарб істотно впливають кліматичні умови на ділянці (температура, вологість).