

Введение
Унитарное производственное предприятие «НИВА» создано в 1994 г. для выполнения основной производственной деятельности, связанной с ремонтом, изготовлением и сервисным обслуживанием гидромеханизированных крепей, эксплуатируемых в РУП «ПО “Беларуськалий”». В функцию предприятия входит также изготовление рукавов высокого давления, уплотнений (кольца, сальники) методом точения, ремонт силовых кабелей для подземных горных разработок и многое другое.
В перспективе намечается промышленный выпуск проходческой техники и подземного автотранспорта.
Продукция горного машиностроения по уровню надежности и безопасности находится на одном уровне с изделиями для аэрокосмической промышленности или для атомного машиностроения. Поэтому вся производственная деятельность УПП «НИВА» осуществляется на основании лицензий Проматомнадзора Республики Беларусь.
Подход к качеству изготовления горного техоборудования во всех подразделениях и цехах у нас самый требовательный. Прежде чем новые изделия опустить в шахту, они проходят тщательные испытания под контролем государственных органов промтехнадзора и сертификации.
На сегодняшний день УПП «НИВА» имеет единственный в стране испытательный центр для гидромеханизированной крепи очистного забоя. Стоимость такого уникального оборудования по мировым ценам близка к $1млн. Аналогичные испытательные центры из всех стран Евросоюза имеются только в Германии и Польше. Каждая вновь изготовленная, отремонтированная или модернизированная крепь перед тем, как ее опустят в забой, проходит испытание на этом стенде. УПП «НИВА» использует этот стенд для самых ответственных испытаний при удельной несущей способности, перекрывающей номинальную в несколько раз.
Вся машиностроительная продукция УПП «НИВА» имеет сертификаты соответствия стандартам качества. Для производства сложных металлоконструкций для крепей используются эффективные методы газовой и газоплазменной резки толстого листового металлопроката, а также новейшее сварочное оборудование, что обеспечивает высокое качество обработки поверхностей. Проблемами качества нашей продукции занимается лаборатория неразрушающего контроля, в функцию которой входит и сертификационные испытания крепей.
Описание объекта производства
Крепь механизированная Фазос – 09/15.5 (рис. 1.1) предназначена для механизации производственных процессов при разработке пологих калийных пластов в условиях рудников Старобинского месторождения. Крепь Фазос – 09/15.5 применяется для поддержания и управления кровлей в горизонтальных и наклонных до 100 очистных выработках, разрабатываемых лавной системой длинными очистными забоями, с переменной вынимаемой мощностью пласта по простиранию от 1.1 до 2.6 м способом полного обрушения.
Условия применения:
- окружающая среда – забои соляных шахт;
- температура воздуха, (0С) +5…+35;
- относительная влажность воздуха % - 98 при температуре до +250С.
Т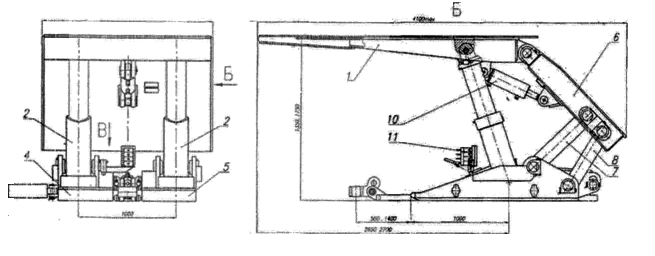 ехнические
данные и основные параметры секции
крепи Фазос – 09/15.5 указаны в таблице
1.1
ехнические
данные и основные параметры секции
крепи Фазос – 09/15.5 указаны в таблице
1.1
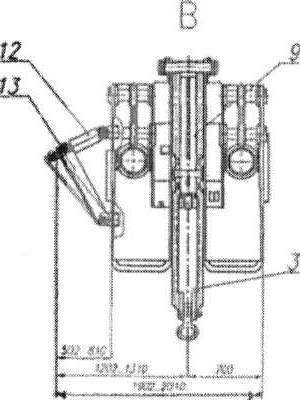
верхняк 01.1.112.01.000 СБ;
гидростойка 01.1.112.03.000 СБ;
балка передвижки 01.1.112.04.000 СБ;
основание правое 01.1.112.05.000 СБ;
основание левое 01.1.112.06.000-01 СБ;
ограждение 01.1.45.02.00.000-01 СБ;
тяга верхняя 01.1.45.04.00.000 СБ;
тяга нижняя 01.1.45.05.00.000 СБ;
домкрат передвижки 01.1.23.00.000 СБ;
домкрат верхняка 01.1.23.00.000 СБ;
гидросистема 01.1.45.08.00.000-07;
домкрат корректировки оснований 01.1.116.00.000СБ
глижа 01.1.112.06.000 СБ
Рис 1.1 Крепь механизированная.
Таблица 1.1 – Технические данные и основные параметры крепи.
Наименование параметра |
Значение параметра |
|
01.1.112.00.000-01 |
01.1.114.00.000 -01 |
|
Высота секции крепи в сложенном состоянии, мм |
1350 |
900 |
Высота в раздвинутом состоянии, мм |
1750 |
1550 |
Шаг установки крепи, м |
2 |
|
Шаг передвижки, м |
0.850 |
|
Ширина верхняка, мм |
1732 |
|
Длина верхняка, мм |
2830 |
|
Длина выступающей консоли верхняка, мм |
2200 |
|
Расстояние между гидростойками по простиранию, мм |
1000 |
|
Количество гидростоек в комплекте |
2 |
|
Удельная несущая способность секции, кН/м (при расстоянии от груди забоя до верхняка - 1,4 м) |
330...350 |
|
Удельное давление крепи при давлении 48 МПа, кН/м2 -на кровлю, -на почву |
620 1960 |
|
Давление питания, МПа |
25...32 |
|