

|
Оглавление
1.1 ИСХОДНЫЕ ДАННЫЕ………………………………………………………………….3
1.2 ВЫБОР СПОСОБА ПОЛУЧЕНИЯ ОТЛИВКИ ДЕТАЛИ 3
1.3 ВЫБОР СПЛАВА И ЕГО ХАРАКТЕРИСТИКИ 4
1.4 ВЫБОР ПОЛОЖЕНИЯ ОТЛИВКИ В ФОРМЕ 5
5
1.5 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ, ИЗМЕНЕНИЕ ЕЕ КОНСТРУКЦИИ 6
1.5.1. Оформление внешних поверхностей литых деталей 6
1.5.2. Оформление внутренних полостей отливок 7
1.5.3. Выбор толщины стенок и способа их сопряжения 7
1.6 РАСЧЕТ РАЗМЕРОВ МОДЕЛИ, ОТЛИВКИ И СТЕРЖНЕВЫХ ЯЩИКОВ 10
1.7 РАЗРАБОТКА КОНСТРУКЦИИ СТЕРЖНЕВОГО ЯЩИКА 13
1.8 РАЗРАБОТКА ЧЕРТЕЖА ТЕХНОЛОГИЧНОЙ ДЕТАЛИ 14
1.9 РАСЧЕТ ЛИТНИКОВОЙ СИСТЕМЫ 15
1.10 ПРОЕКТИРОВАНИЕ МОДЕЛИ 18
ИСХОДНЫЕ ДАННЫЕ 19
2.1 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ 19
2.2 АНАЛИЗ ХАРАКТЕРИСТИК МАТЕРИАЛА, ОЦЕНКА ЕГО СВАРИВАЕМОСТИ 19
2.3 РАЗРАБОТКА КОНСТРУКЦИИ СВАРНОГО ИЗДЕЛИЯ. ВЫБОР СПОСОБА СВАРКИ 20
2.4 СВАРОЧНЫЕ МАТЕРИАЛЫ И ОБОРУДОВАНИЕ 23
2.5 ВЫБОР ЗАГОТОВОК И ИХ ПОДГОТОВКА ДЛЯ СВАРКИ 24
2.6 ПОРЯДОК ПРОИЗВОДСТВА СВАРОЧНЫХ РАБОТ 24
2.7 КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ РАБОТ 25
ИСХОДНЫЕ ДАННЫЕ 26
3.1 АНАЛИЗ ХАРАКТЕРИСТИК МАТЕРИАЛА 27
3.2 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ. РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ 27
3.3 ОПРЕДЕЛЕНИЕ МАССЫ И РАЗМЕРОВ ИСХОДНОЙ ЗАГОТОВКИ 28
3.4 ВЫБОР ОБОРУДОВАНИЯ ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ПОЛУЧЕНИЯ ПОКОВКИ, РАЗРАБОТКА КАРТЫ ОПЕРАЦИОННЫХ ЭСКИЗОВ 31
3.5 ТЕПЛОВОЙ РЕЖИМ ШТАМПОВКИ 33
3.6 ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТА И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ КАРТЫ 34
1.1 Исходные данные
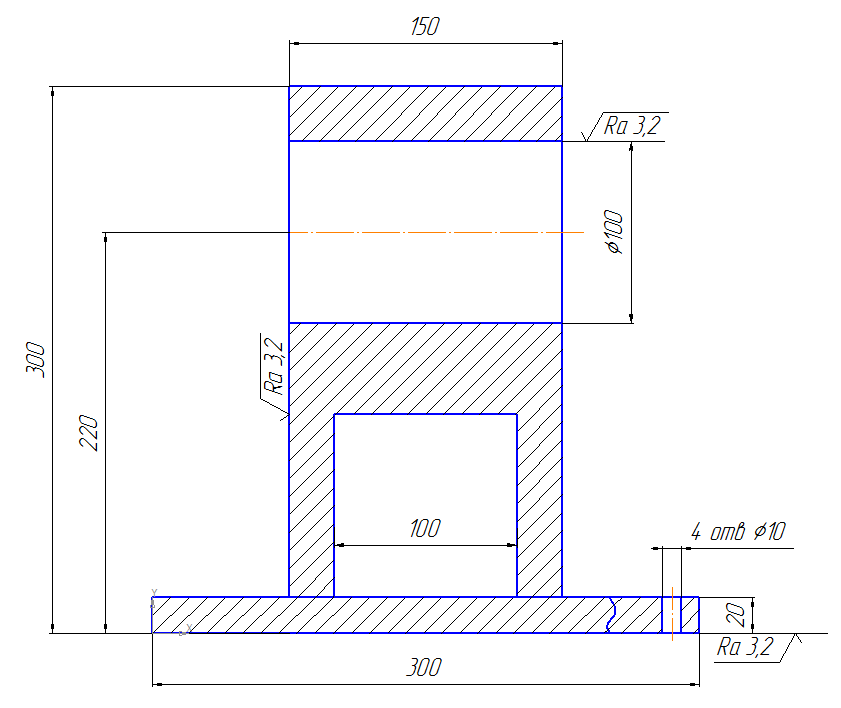
Рисунок 1.1 Исходная деталь
1.2 Выбор способа получения отливки детали
Несмотря на компактность детали (рис. 1.1) получение цельнолитой заготовки невозможно, так как имеется замкнутая внутренняя полость. Здесь необходима реконструкция детали путем замены на сварно-литое изделие.
По габаритным размерам и массе отливка является мелкой, а по форме - сравнительно сложной. Характер производства - мелкосерийный, поэтому применение специальных видов литья в данном случае нецелесообразно. Выбираем литье в песчаные формы как наиболее универсальное и дешевое. Формовка - ручная.
1.3 Выбор сплава и его характеристики
Исходя из заданных условий работы (большие циклические контактные нагрузки) материал должен иметь высокую твердость и удовлетворительную пластичность. Такие свойства имеют стали с повышенным содержанием углерода. Выбираем сталь углеродистую литейную 50Л ГОСТ 977-85.
Деталь работает при циклических нагрузках, следовательно, сталь должна быть повышенного качества; отливку относят к третьей группе и в технических требованиях на чертеже необходимо записать: Отливка 3-й группы ГОСТ 977-85.
Сталь содержит 0,5% углерода, имеет удовлетворительную жидкотекучесть по сравнению с малоуглеродистой сталью. Механические свойства
Химический состав материала 50Л
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
0.47-0.55 |
0.2-0.52 |
0.4-0.9 |
До 0.3 |
До 0.045 |
До 0.04 |
До 0.3 |
До 0.3 |
Механические свойства при T=20oC материала 50Л
Сортамент |
Размер |
Напр. |
σ В |
σ T |
D5 |
y |
KCU |
Термообр. |
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж/м2 |
- |
Отливки |
До 100 |
|
580 |
340 |
11 |
20 |
240 |
Нормализация 860-880оС, Отпуск 600-630оС |