

Министерство образования и науки Российской Федерации Санкт-Петербургский институт машиностроения (втуз-лмз) Кафедра «Теория механизмов и детали машин»
СВАРНЫЕ СОЕДИНЕНИЯ
Методические указания
к расчетно-графической работе
для студентов всех специальностей
Санкт-Петербург 2012
Сварные соединения: метод. указания к расчетно-графической работе сварные соединения составлены в соответствии с программой курса по дисциплине «Детали машин и основы конструирования для студентов, обучающихся по специальностям направления 150000 «Металлургия, машиностроение и металлообработка».
Изложен порядок расчета, приведены справочные данные для расчетов и графического оформления работы, даны варианты заданий на выполнение работы.
Составители: д. т. н., профессор Ташевский А.Г.
ст. препод. Степанов С.А.
Рецензент – к. т. н., доц. Янсон А.А.
Редактор Г.Л.Чубарова
П21(03)
Подписано в печать 21.02. 2012 Формат 60 х 90 1/16
Бумага тип №3 Печать офсетная Усл. печ. л. 2,0
Уч. – изд. л. 2,0 Тираж 150 экз. Заказ 19
Издание Санкт-Петербургского института машиностроения (ЛМЗ-ВТУЗ)
195197, Санкт-Петербург, Полюстровский пр., 14
1 .Общие сведения
Целью данной расчетно-графической работы является закрепление знаний по разделу курса дисциплины детали машин - «Сварные соединения», развитие навыков расчета, умение пользоваться нормативными документами.
Работа включает в себя расчет и разработку конструкции сварного соединения (встык, тавровое, внахлест). Выполненное задание состоит из расчетно - пояснительной записки и чертежа сварного соединения, выполненного по номинальным размерам, принятым по результатам расчетов.
Расчетно-пояснительная записка и чертеж выполняют в соответствии с требованиями ЕСКД. Размерность всех величин задается в системе СИ.
Последовательность выполнения работы:
Анализ задания - чертежа (эскиза) изделия (детали), содержащего в своем составе сварное соединение (соединения), определение вида сварного соединения, типа шва.
Выбрать материал деталей (составных частей детали), материал
электрода.
Определить допускаемые напряжения материалов соединяемых деталей и электрода.
Определить расчетные нагрузки, произвести необходимые прочностные расчеты с определением номинальных размеров.
Выполнить чертеж изделия (детали), содержащего сварное соединение.
Оформить пояснительную записку.
1.1 Сварные соединения – являются наиболее совершенными из неразъемных соединений, так как лучше других приближают составные детали к цельным.
Сварное соединение — неразъемное, выполненное сваркой включает три характерные зоны, образующиеся во время сварки: зону сварного шва и зону сплавления, зону термического влияния, а также часть металла, прилегающей к зоне термического влияния.
![]()
Зоны сварного соединения: самая светлая - зона основного металла, темнее - зона термического влияния, самая тёмная область в центре - зона сварного шва. Между зоной термического влияния и зоной сварного шва находится зона сплавления.
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона частично сплавившихся зерен на границе основного металла и металла шва.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
1.2 Виды соединений
В сварных соединениях сопрягаемые детали связаны друг с другом межатомными связями, которые создаются путем местного нагрева соединяемых поверхностей: вплоть до расплавления (электродуговая, электрошлаковая, газовая и др. виды сварки); до пластичного состояния с последующим деформированием (сжатием) стыкуемых поверхностей.
За счет плавления материала деталей и электрода (если он применяется) образуется сварной шов. В зависимости от пространственного расположения соединяемых деталей и сварных швов различают соединения (рис. 1): стыковые; нахлесточные; тавровые; угловые.
Представленные на рис. 1 соединения являются типовыми для ручной дуговой сварки стали. Электрозаклепочные швы применяют в нахлесточных и тавровых соединениях. Основные типы и конструктивные элементы электрозаклепочных швов сварных соединений регламентируются ГОСТ 14776. Формы подготовки и углы скоса кромок, зазоры и допус-
каемые при этом отклонения для швов сварных соединений при ручной
дуговой сварке регламентируются ГОСТ 5264.
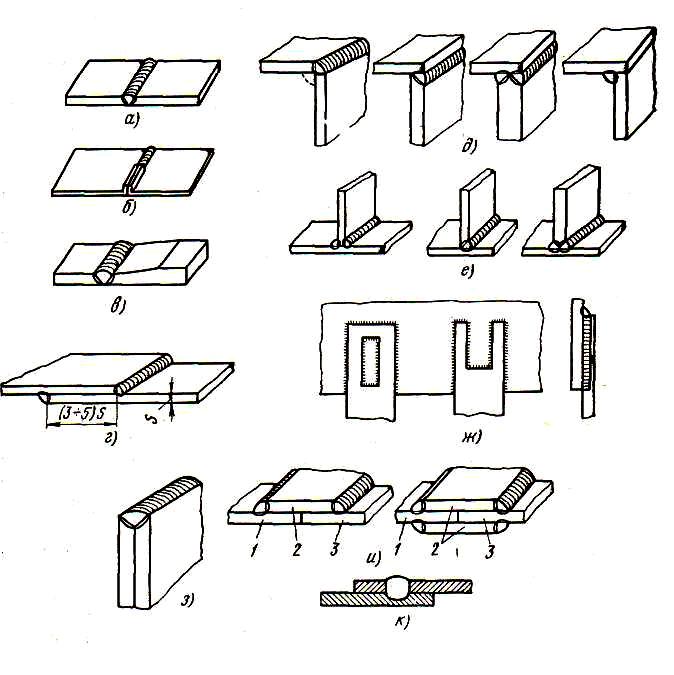
Рис. 1 Сварные соединения: а – стыковые; б – стыковые с отбортовкой; в – листов разной толщины; г – внахлестку; д – угловые; е – тавровые; ж - прорезные; з – торцовые (боковые); и – с накладками; к – электрозаклепками
1.3 Виды швов
Сварные швы изображаются и обозначаются на чертежах условно, в соответствии с ГОСТ 2.312-68. На рисунке 2 показаны: I – поперечные сечения, II – графические знаки, III – изображение на лицевой стороне, IV – то же, на обратной стороне, V – то же, в разрезе.
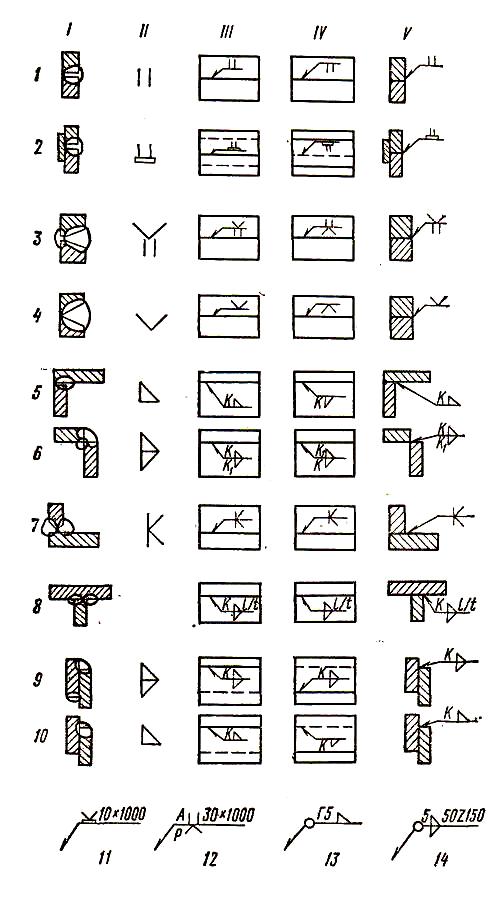
Рис. 2 Примеры условных изображений и обозначений сварных швов
Стыковые швы: 1 – односторонний без скоса кромок, 2 – то же, на остающейся подкладке, 3 – двухсторонний со скосом, 4 – односторонний со скосом. Угловые швы: 5 – односторонний без скоса кромок, 6 – двухсторонний без скоса, 7 – двухсторонний с двумя скосами одной кромки, 8 – тавровый без скоса кромок, 9 – двухсторонний, 10 – односторонний.
Условные обозначения на чертежах: 11 – односторонний шов стыкового соединения на остающейся подкладке, со скосом двух кромок, выполненный дуговой электросваркой, толщина шва 10 мм на длине 1000 мм; 12 – двухсторонний шов стыкового соединения, выполненный автоматической дуговой электросваркой без скоса кромок, по ручной подварке с V – образным скосом кромок, толщина шва 30 мм, длина 1000 мм; 13 – односторонний шов углового соединения без скоса кромок, с катетом 5 мм, выполненный по замкнутому контуру газовой сваркой; 14 – шов таврового соединения, без скоса кромок, толщиной (расчетный катет шва) 5 мм при длине провариваемого участка 50 мм и шаге 150 мм, с шахматным расположением участков, выполненный по замкнутому контуру дуговой электросваркой.