

6. Особливості програмування системи чпк Fanuc o-і
Допоміжні функції М
М00 – зупинка керованої програми;
М01 – зупинка за умовою від електроавтоматики верстата;
М03 – обертання шпинделя по часовій стрілці;
М04 – обертання шпинделя проти часової стрілки;
М05 – зупинка шпинделя;
М08 – вмикання подачі СОЖ;
М09 – вимикання подачі СОЖ;
М17 – повернення із підпрограми;
М18 – спускання рівня уложення підпрограми на одиницю;
М19 – фіксована зупинка шпинделя;
М30 – кінець керованої програми;
М37 – відпрацювання «дзеркально по вісі Х»;
М38 – відпрацювання «дзеркально по вісі Z»;
М40 – розблокування шпинделя і електродвигуна головного руху;
М41 – вмикання першого діапазону шпинделя;
М42 – включення другого діапазону шпинделя;
М43 – включення третього діапазону шпинделя;
М44 – включення четвертого діапазону шпинделя;
М90 – відміна всіх вкладень підпрограми.
N – номер кадру.
G – технологічні функції .
X,Z – координати цільової точки.
F – подача.
T – номер інструмента(позиція револьверної головки.
M – допоміжні функції.
Ha Fanuc Oi немає необхідності перемикати абсолютний і відносний режим роботи верстата за допомогою G кодів. Досить вказувати абсолютні координати X, Z а відносні U і W відповідно.
Наприклад: кадри G1X50.Z20.F0.15 і G1U50.Z20.F0.15 приведуть до переміщення осей у різні точки.
G10 Внесення змін в параметри
Програма: - здійснюємо переміщення по осі X (вісь U - це робота в збільшеннях по осі X) з різною швидкістю швидкого ходу. У разі переривання програми, недоробки програми до місця відновлення значень параметрів за замовчуванням - верстат може працювати з параметрами - відмінними від заводських - або повністю перестати працювати.
G32 Нарізування різьби
1. 1 Циліндрична різьба
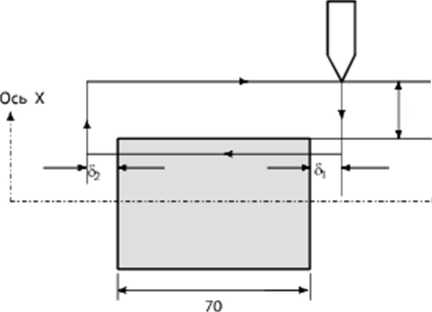
При програмуванні використані наступні значення:
Крок різьби: 4 мм;
§1 -3 мм; §2 -1.5 мм
Глибина різу: 1 мм (зрізати двічі)
(введення даних в метричних одиницях, програмування діаметра)
GOO U-62.0; (початкова точка)
G32 W-74.5 F4.0; (кінцева точка)
GOO U62.0; (піднятися)
W74.5; (повернутися у вихідну точку) §
U-64.0; (заглибитися)
(При повторному проході зрізати на 1 мм більше)
G32 W-74.5; (кінцева точка)
GOO U64.0;
W74.5;
§1 - відстань між різцем і торцем деталі (початком різьби)
§2 - відстань після закінчення різьби. У цьому місці бажано заздалегідь робити канавку.
Фаска задається не в мікронах, а в L, де L - крок різьби
2. Конічна різьба
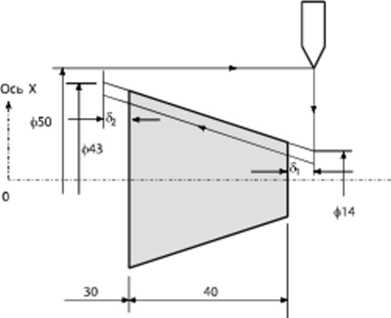
При програмуванні використані наступні значення:
Крок різьби: 3.5 мм в напрямку осі Z; §1 = 2 мм; §2 = 1 мм
Глибина різу в напрямку осі X становить 1 мм '(зрізати двічі)
(Введення даних в метричних одиницях, програмування діаметра)
GC0X12.0 Z72.0;
G32 X 41.0 Z29.0 F3.5;
GCO X 50.0;
Z 72.0;
X 10.0;
(При повторному проході зрізати на 1 мм більше)
G32X39.0 Z29.0;
GCO X 50.0;
Z 72.0;
Що б зробити конічну різьбу треба кінцеву точку змінити додавши переміщення по 2 осі.