Введение
Технический процесс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывным совершенствованием технологии их производства. В настоящее время важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современные высокопроизводительное оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависят долговечность и надежность работы выпускаемых машин, а также экономика их эксплуатации. Совершенствование технологии машиностроения определяется потребностями производства необходимых обществу машин. Вместе с тем развитие новых прогрессивных технологических методов способствует конструированию более совершенных машин, снижению их себестоимости и уменьшению затрат труда на их изготовление.
Массовый выпуск машин стал возможен в связи с развитием высокопроизводительных методов производства, а дальнейшее повышение быстроходности, точности, мощности, рабочих давлений, температур, коэффициента полезного действия, износостойкости и других показателей работы машин было достигнуто в результате разработки новых технологических методов и процессов.
1 Назначение детали и ее поверхностей
Деталь шестерня 60645А входит в состав коробки передач самоходного комбайна СК-4.
Коробка передач предназначена для изменения крутящего момента двигателя при одновременном изменении оборотов выходного вала, длительного отсоединения двигателя от остальных узлов трансмиссии комбайна. Коробка передач имеет три передачи переднего хода и одну заднего хода.
Данная деталь предназначена для передачи крутящего момента с передаточного вала на главный вал.
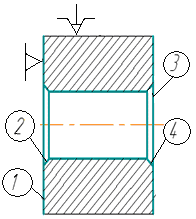
Шестерня 1 (60645А) является шестерней второй передачи и привода дифференциала , она неподвижно установлена на шлицах передаточного вала 2 (61212) и входит в зацепление с шестерней дифференциала 3 (60019).
Фрагмент коробки передач комбайна СК-4 представлен на рисунке 1.1.
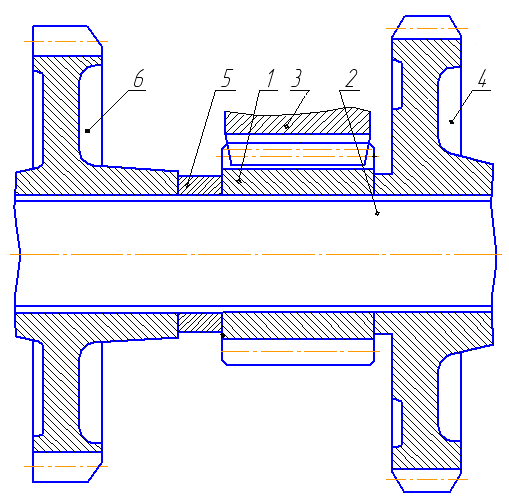
Рисунок 1.1 – Коробка передач комбайна СК-4 (Фрагмент)
2 Характеристика материала детали
Деталь изготовлена из стали 18ХГТ ГОСТ 4543-71. Сталь 18ХГТ легированная конструкционная качественная сталь, предназначенная для изготовления деталей, работающих на больших скоростях и высоких удельных давлениях при наличии ударных нагрузок в условиях повышенного износа: зубчатые колеса, валы, шестерни, червяки, кулачковые муфты, втулки, валики, пальцы, шаровые пальцы, шкворни
Сталь цементируемая, после цементации деталь подвергается закалке и отпуску, что обеспечивает высокую твердость поверхностного слоя и мягкую сердцевину и позволяет работать детали на изгиб.
Химический состав материала детали представлен в таблице 2.1.
Таблица 2.1 – Химический состав материала детали
В процентах
Марка мате-риала |
C |
Si |
Mn |
Cr |
Ti |
Ni |
S |
P |
Cu |
|
не более |
||||||||||
18ХГТ |
0,17-0,23 |
0,17-0,37 |
0,80-1,10 |
1,00-1,30 |
0,03-0,09 |
0,025 |
0,035 |
0,035 |
0,20 |
|
Механические свойства материала детали в состоянии поставки представлены в таблице 2.2.
Таблица 2.2 – Механические свойства материала детали в состоянии поставки
Марка материала |
σT, МПа |
σB, МПа |
δ, % |
ψ, % |
aн, Нм/см2
|
Твёрдость, HB
|
18ХГТ |
430 |
700 |
18 |
55 |
100 |
207-217 |
Режимы термической обработки и механические свойства после термообработки представлены в таблицах 2.3 и 2.4.
Таблица 2.3 – Режимы термообработки детали
Марка материала |
Термический режим |
Охлаждающая среда |
Твердость, HRC |
Газовая цементация |
950-970 |
Воздух |
Поверхность зубьев 56…63 сердцевина 30…45 |
Закалка |
840-860 |
Масло |
|
Отпуск |
160-170 |
Воздух |
Таблица 2.4 – Механические свойства материала детали после термообработки
Марка материала |
σT, МПа |
σB, МПа |
δ, % |
ψ, % |
aH, Нм/см2
|
18ХГТ |
850 |
1000 |
9 |
50 |
80 |
4 Выбор заготовки и ее проектирование
Выбор того или иного вида заготовки диктуется размерами детали и серийностью.
Шестерня изготовлена из легированной стали марки 18ХГТ по ГОСТ 4543-71, имеет простую конфигурацию. Деталь имеет отверстие по внутреннему диаметру меньше половины наружного диаметра, поэтому кольца раскатные не подходят. Такую деталь выполняем из проката по ГОСТ 2590-2006.
Размеры заготовки, мм:
Диаметр - Ø![]()
длина - 66±0,5
Эскиз заготовки представлен на рисунке 4.1.
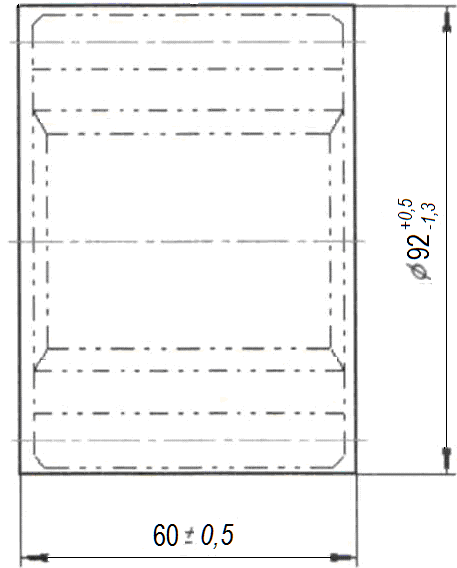
Рисунок 4.1 – Эскиз заготовки
4 Технологический процесс обработки заготовки
4.1 Обработка заготовки по принципу последовательной концентрации операций
Схема технологического процесса обработки заготовки шестерни по принципу концентрации операций представлена в таблице 4.1.
Таблица 4.1 – Схема технологического маршрута обработки шестерни
Номер операции |
Наименование операции и краткое ее содержание |
Схема базирования |
Оборудование |
000 4280 |
Отрезная 1 Довести пруток до упора 2 Отрезать заготовку |
|
Отрезной круглопильный п/а 8А631 |
005 4114 |
Токарная
Установ А 1 Установить заготовку 2 Точить торец 1 начерно 3 Точить торец 1 чисто 4 Сверлить отверстие 5 Рассверлить отверстие 6 Расточить отверстие 7 Расточить фаску 2
Установ Б 8 Установить заготовку 9 Точить торец 3начерно 10 Точить торец 3 чисто 11 Расточить фаску 4
|
|
Токарно-винторезный станок 16К20 |
010 4182 |
Протяжная 1 Установить заготовку 2 Протянуть шлицевое отверстие
|
|
Вертикально-протяжной станок 7Б65 |
Продолжение таблицы 4.1
Номер операции |
Наименование операции и краткое ее содержание |
Схема базирования |
Оборудование |
015 4114 |
Токарная 1 Установить заготовку 2 Точить поверхность 1 начерно 3 Точить поверхность 1 начисто 3 Точить фаску 2 4Точить фаску 3 |
|
Токарно-винторезный станок 16К20 |
020 4153 |
Зубофрезерная
2 Фрезеровать зубья предварительно 3 Фрезеровать зубья окончательно |
|
Вертикально-зубофрезерный станок 5В312 |
025 5000 |
Термическая 1 Цементировать 2 Закалить 3 Отпустить |
|
|
030 4195 |
Притирочная 1 Установить заготовку 2 Притиреть шлицы |
|
Вертикально-притирочный станок (специальный) |
040 4158
|
Зубопритирочная
|
|
Зубопритирочный станок 5736 |
045 0200 |
Контрольная
|
|
Стол ОТК |