

ЦШ ОАО «РЖД» |
Технологическая карта № 13 |
||
Реле электромагнитные О2. ОЛ2 |
|||
Наименование работы |
периодичность |
Профессия исполнителя |
Выполняемые пункты |
Ремонт и проверка |
Один раз в 10 лет |
Электромонтер Электромеханик Электромеханик-приемщик |
1...3 4...9
10...13 |
1. Реле электромагнитные О2. ОЛ2 предназначены для контроля целости нити светофорных ламп.
Электрическая схема включения и нумерация контактов 02-0,28/150 приведены на рис. 1а. Электрическая схема включения и нумерация выводов 02-0,7/150 приведены на рис. 1б.
Электрическая схема включения и нумерация контактов ОЛ2 приведены на рис. 1в.
Для установки в релейных блоках выпускаются реле Б02 с ламелями под пайку и параметрами, аналогичными параметрам реле О2 и ОЛ2.
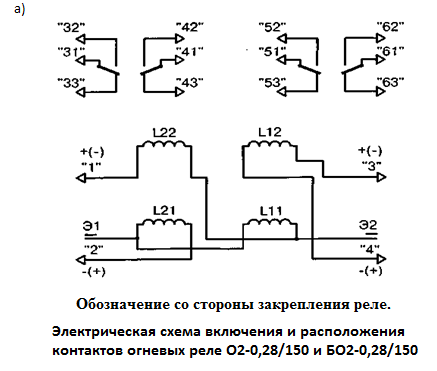
Рис. 1 (начало)
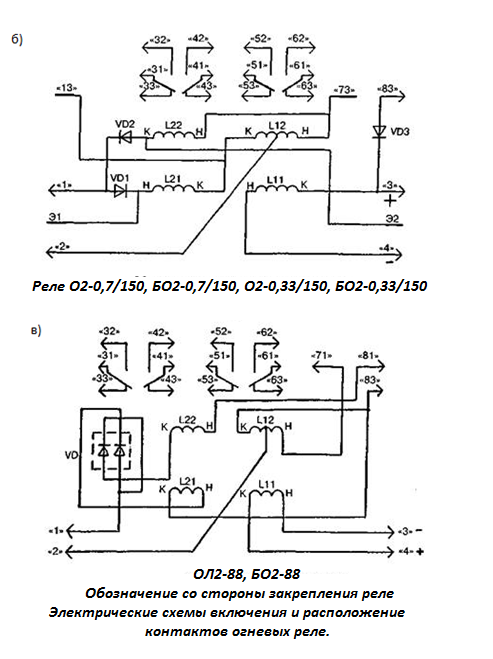
Рис. 1 (окончание)
Испытательное и техническое оборудование, измерительные приборы, инструмент, материалы: Стенд для проверки реле с комплектом измерительных приборов, мегаомметр на 500В, индикатор перемещений, набор щупов, линейка металлическая, пинцет, лупа, электропаяльник, граммометр, наборы специализированного инструмента ИР, набор надфилей, напильники, молоток, шлифовальная шкурка, компрессор сжатого воздуха, кисть, щетка, припой, канифоль, цапо-лак, эмаль, спирт технический, ручка, тушь, клей, технический лоскут, этикетка, клеймо, пломбировочная мастика, комплекты ЗИП.
1 Внешний осмотр и наружная чистка реле
Проверить наличие клейма, этикетки, маркировки завода-изготовителя, код избирательности, указанный в таблице 1. О выявленных отступлениях от установленных норм доложить ШНС.
Очистить реле снаружи от пыли и грязи. Контактные ножи должны быть перпендикулярны основанию реле и выступать на 8мм. Погнутые ножи выправить.
Таблица 1
Тип реле |
Код избирательности |
ОЛ2-88 |
БВГДЕ |
О2-0,7\150 |
АБВЖЗ |
О2-0,33\150 |
БВГДК |
О2-0,28\150 |
БГДЗИ |
2 Вскрытие реле
Удалить мастику, отвернуть винты, крепящие кожух. Почистить кожух внутри, удалить старую этикетку РТУ. Проверить отсутствие механических повреждений (сколов, трещин) кожуха, основания реле, плотность прижатия кожуха к основанию. Неисправные элементы заменить.
3 Внутренний осмотр реле
При внутреннем осмотре реле проверить состояние монтажа: монтажные провода не должны иметь нарушения изоляционного покрытия, должны быть гибкими, аккуратно, без натяжения уложены и не должны препятствовать ходу якоря и грузов. Осмотреть катушки: катушки не должны иметь повреждения внешней изоляции, трещин и сколов. Проверить наличие на катушках этикеток с маркировкой, крепление выводов, качество паек. Пайки должны быть ровными, гладкими, без следов канифоли. Отверткой проверить затяжку винтовых соединений.
4 Ремонт контактной системы
Осмотреть контакты: контактные пружины должны быть ровными, без деформаций и следов изгиба.
Угольные контакты реле не должны иметь трещин, сколов, не должны перемещаться в металлических держателях. Расстояние между контактной поверхностью угольных контактов и нижними краями металлических держателей должно быть не менее 1,5мм у новых контактов, не менее 1мм у контактов, бывших в эксплуатации. Произвести проверку надежности крепления контактных групп путем захвата каждой контактной группы прицепом и попытки ее смещения относительно основания реле.
Серебряные наклепы подвижных и неподвижных пружин зачистить мелкозернистой шлифовальной шкуркой, отполировать чистоделом, протереть спиртом, а затем чистой салфеткой. Если не удается устранить подгар контактов шлифовальной шкуркой, использовать плоский «бархатный» надфиль. В случае износа или выгорания серебряных контактов более 0,3мм контактные пружины следует заменить.
Замену контактных пружин производить без разборки всей контактной системы. Открутить винт нужной контактной группы, изъять дефектный контакт и вставить новый, затем контактную группу закрепить винтами.
5 Ремонт и регулировка магнитной системы
Почистить элементы магнитной системы реле.
Очистить упор
якоря салфеткой, смоченной в спирте.
Проверить свободность смещения якоря
и грузов. Якорь и грузы должны перемещаться
без зацепления, как при горизонтальном
положении реле, так и при отклонении
до ![]() от горизонтального положения. Проверить
и от регулировать зазоры между грузами
и ограничителем в горизонтальной и
вертикальной плоскостях за счет изгиба
ограничителя. На рисунке 2 буквенные
обозначения размеров соответствуют
следующим данным:
от горизонтального положения. Проверить
и от регулировать зазоры между грузами
и ограничителем в горизонтальной и
вертикальной плоскостях за счет изгиба
ограничителя. На рисунке 2 буквенные
обозначения размеров соответствуют
следующим данным:
Г - 0,8 - 1,5мм (при отпущенном положении якоря);
Ж - 0,2 - 0,5мм (обеспечить подгибкой ограничителя);
Е - 0,3 - 1,2мм (обеспечить подгибкой ограничителя);
А - 0,5 - 1,5мм ( обеспечить подгибкой планки);
И - 0,1 - 0,25мм (зазор между якорем и скобой обеспечить перемещением скобы);
К - 0,1 - 0,25мм (обеспечить подгибкой полочек скобы) Винты, крепящие скобу, должны быть установлены с шайбой Гровера (Перед установкой проверить визуально шайбы на отсутствие трещин с помощью увеличительного стекла).
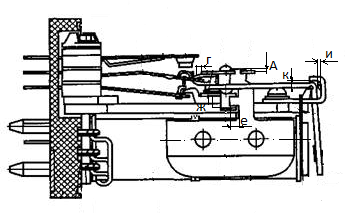
Рис. 2 Сборочный чертеж реле
Проверить люфты и зазоры. Они должны соответствовать нормам, указанным в таблице 2. Зазоры проверить щупами, люфты с помощью индикатора перемещения с ценой деления 0,01мм.
Таблица 2
№ п/п |
Наименование параметра |
Предельные значения, мм |
|
О2 |
ОЛ2 |
||
1 |
Зазор между полюсом и якорем в притянутом положении после покрытия их защитным слоем, не менее |
0,15 |
0,3 |
2 |
Люфт якоря вдоль призмы ярма |
0,1-0,5 |
|
3 |
Ход якоря, измеренный под упором, не менее |
0,35 |
|