

ВВЕДЕНИЕ
Охрана труда в нашей стране представляет собой систему законодательных актов и соответствующих им социально-экономических, технических, гигиенических и организационных мероприятий, обеспечивающих безопасность, сохранность здоровья и работоспособность людей в процессе труда. Проведение этих мероприятий осуществляется на основе общих, межотраслевых и отраслевых инструкций, государственных стандартов системы безопасности труда (ССБТ) и других нормативных документов, утвержденных в установленном порядке.
К основным разделам охраны труда относятся техника безопасности и производственная санитария.
Под техникой безопасности понимается система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных производственных факторов (см. § 1 гл. I).
При разработке и проведении мероприятий по технике безопасности учитываются и требования производственной санитарии по предотвращению воздействия на работающих вредных производственных факторов.
На предприятиях вопросами техники безопасности и производственной санитарии занимаются специальные отделы, подчиненные непосредственно главному инженеру. Эти отделы разрабатывают и проводят конкретные меры по охране труда, а также осуществляют контроль за их соблюдением.
Деятельность заводских отделов техники безопасности включает, в частности, следующие мероприятия:
проведение вводного инструктажа для вновь поступающих на работу;
организацию выборов общественных инспекторов труда;
проведение общественных смотров по охране труда и технике безопасности и инструктивных совещаний инженерно-технических работников и инспекторов по вопросам обеспечения безопасности труда;
организацию бесед, лекций и семинаров с работниками предприятий по вопросам обеспечения безопасности труда при внедрении новой техники и технологии;
участие в разработке цеховых технологических и производственных инструкций, обеспечивающих безопасность труда на отдельных производственных участках;
контроль за наличием на рабочих местах плакатов, показывающих наиболее безопасные приемы обслуживания оборудования и выполнения различных технологических операций;
создание кабинетов по изучению и пропаганде правил техники безопасности;
показ технических фильмов, пропагандирующих рациональные и безопасные методы выполнения работ на основе использования передовой технологии, комплексной механизации и автоматизации производства.
Особое внимание на предприятиях уделяется охране труда рабочих литейных цехов, производящих отливки для изготовления деталей машин.
Получение отливок сопровождается широким применением разнообразного оборудования (формовочных и грузоподъемных машин, автоматических литейных линий и др.), приготовлением формовочных и стержневых смесей, плавкой и разливкой расплавленных сплавов, имеющих высокую температуру.
Такие специфические условия труда требуют от рабочих-литейщиков неукоснительного соблюдения инструкций и правил по технике безопасности.
Инструктаж и обучение рабочих требованиям техники безопасности осуществляют мастера и инженерно технические работники литейных цехов совместно с работниками заводских отделов техники безопасности. Они проводят вводный, повторный и текущий инструктажи на рабочих местах, обучают рабочих безопасным методам и приемам выполнения технологических операций, а также правилам обслуживания оборудования, организуют цеховые производственные совещания по разбору случаев нарушений правил техники безопасности, проводят занятия по изучению новых технологических процессов и оборудования, требующих от рабочих дополнительных знаний, осуществляют контроль за налчием у рабочих спецодежды, средств индивидуальной защиты (см. § 6 гл. I) и т. д.
Наряду с обучением рабочих правилам техники безопасности большое внимание уделяется постоянному улучшению условий труда в литейных цехах. Это достигается устройством вентиляции: естественной (аэрации) и искусственной, рациональным освещением и поддержанием на рабочих местах чистоты и порядка, снабжением рабочих мест газированной водой, организацией гардеробных и душевых помещений, комнат отдыха и др.
Глава I
ОСНОВЫ БЕЗОПАСНОСТИ ТРУДА В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
§ 1. Основные производственные факторы и меры, предотвращающие их вредное воздействие
Создание здоровых и безопасных условий труда основано на учете опасных и вредных факторов данного производства и проведении мероприятий, предотвращающих их воздействие на работающих.
Согласно ГОСТ опасные и вредные производственные факторы по природе действия подразделяются на следующие группы: физические, химические, биологические и психофизиологические.
К физическим вредным и опасным факторам относятся, например, следующие подгруппы:
движущиеся машины и механизмы,
незащищенные подвижные элементы производственного оборудования,
передвигающиеся или перемещаемые изделия,
заготовки и материалы,
повышенная запыленность и загазованность воздуха рабочей зоны,
повышенная или пониженная температура поверхностей оборудования, материалов,
повышенные уровни шума,
вибрации,
ультразвука и др.
Группа химических опасных и вредных факторов подразделяется на следующие подгруппы:
по характеру воздействия на организм человека — на общетоксичные, раздражающие и др.;
по путям проникновения в организм человека — на действующие через дыхательные органы, пищеварительную систему и кожный покров.
Группа биологических вредных и опасных факторов включает биологические объекты (микроорганизмы и макроорганизмы), воздействие которых вызывает у работающих травмы или заболевания.
Группа психофизиологических факторов по характеру опасного и вредного действия подразделяется на физические (статические, динамические и др.) и нервно-психические перегрузки (умственное перенапряжение, монотонность труда и др.).
В некоторых литейных цехах по тем или иным причинам (повышение производительности оборудования и цехов без соответствующего увеличения мощности санитарно-технических установок, отсутствие надлежащего контроля за соблюдением правил охраны труда и др.) могут возникнуть, например:
повышенная запыленность и загазованность воздуха рабочих зон и помещений на участках выбивки форм и плавки шихты в плавильных печах;
повышенная температура воздушной среды на участках плавки и заливки форм расплавом, повышенная температура поверхностей оборудования (плавильных и сушильных печей) и выбитых из форм транспортируемых отливок;
повышенные уровни шума и вибрации на рабочих местах выбивки форм и обрубки отливок и др.
Ниже приводится характеристика основных производственных факторов литейных цехов, а также указываются меры, предотвращающие их вредное воздействие на работающих.
Предотвращение вредного воздействия производственных факторов основано на доведении их уровней или концентраций в рабочей зоне до предельно допустимых норм, при которых неблагоприятные факторы производства становятся практически безопасными.
Предельно допустимые уровни и концентрации (ПДУ и ПДК) регламентируются «Санитарными нормами проектирования промышленных предприятий» (см. СН 245—71).
Запыленность. Это основной неблагоприятный фактор литейных цехов, возникающий при производстве отливок литьем в песчаные формы. В своем составе пыль содержит более 10% свободной двуокиси кремния (Si02) в виде частиц размером до 4 мкм. Размеры частиц имеют очень большое значение: чем мельче частицы, тем большую опасность они представляют. Если содержание пыли в воздухе рабочей зоны превышает предельно допустимые концентрации (см. СН 245—71), то в результате длительного воздействия этой пыли создается опасность заболевания рабочих силикозом (поражение легких и верхних дыхательных путей).
Снижение запыленности воздуха рабочей зоны достигается герметизацией формовочного и смесеприготовительного оборудования, а также устройством общеобменной и местной вытяжной вентиляции в местах образования пыли. Отсасываемый с участков литейного цеха воздух перед выпуском в атмосферу очищается пылеочистными устройствами.
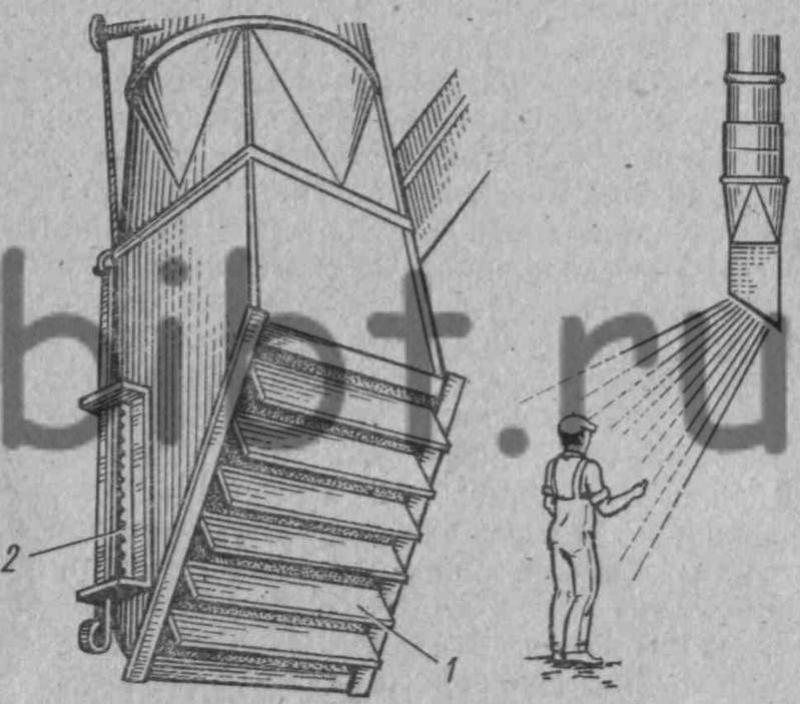
Рис. 1. Обдувочный патрубок конструкции В. В. Батурина:
1 — направляющие лопатки, 2 — механизм поворота лопаток для их установки под разными углами
Уровень температуры воздуха рабочей зоны. Превышение предельно допустимой температуры воздушной среды рабочих зон может возникнуть в смесеприготовительных отделениях, оборудованных печами для сушки песка и глины, а также в стержневых отделениях, где в местах извлечения стержней из сушильных печей температура воздуха может достигать 50°С и более. Для плавильных отделений характерен резкий перепад температур, когда высокая температура воздуха, окружающего плавильные печи, снижается по мере удаления от них на некоторое сравнительно небольшое расстояние до более низкого значения. Такой перепад температур особенно резко выражается в холодный период года.
Понижение температуры воздушной среды до установленных санитарных норм обеспечивается применением водяного или воздушного охлаждения нагретых поверхностей и ограждений, с тем чтобы их температура не превышала 45°С, а также устройством общеобменной и местной вытяжной вентиляции. Для облегчения уcловии работы используют также воздушное душирование, т. е. обдувку рабочего направленным потоком воздуха со скоростью 2—3 м/с (рис. 1). При этом снижается температура на поверхности одежды рабочего и облегчается отдача тепла его организмом. На участках, где невозможно по тем или иным причинам применить подобные устройства, используют в тех же целях передвижные пропеллерные установки.
Лучистое тепло. Источниками значительного лучистого тепла являются плавильные и сушильные печи, расплавленный металл, горячие отливки и т. п. Образующееся при этом инфракрасное излучение не влияет непосредственно на температуру воздуха, но оказывает неблагоприятное воздействие на организм человека.
Для снижения вредного воздействия лучистого тепла на рабочих около плавильных печей и на участках завивки форм устанавливают системы воздушного душирования с увеличенной скоростью движения воздуха до 0,3—0,7 м/с (для легких работ до 0,2—0,5 м/с) и проводят специальные профилактические мероприятия, содержание которых освещается в гл. II.
Загазованность. В некоторых отделениях литейных цехов при сушке формовочных материалов, стержней и футеровки разливочных ковшей, а также при плавке шихтовых материалов и приготовлении литейных расплавов образуются газы (СО, S02 и др.) Если содержание выделяющихся газов в воздухе рабочих зон не превышает установленных санитарных норм, то воздействие этих газов на организм человека не представляет значительной опасности.
Снижение загазованности атмосферы рабочих зон до установленных санитарных норм обеспечивается дожиганием ваграночных газов в системах подогрева воздуха, вводимого в печь устройством общеобменной и местной вытяжной вентиляции в местах выделения газов, а также проведением специальных профилактических мероприятий, освещенных в гл. II.
Шум. Шумом называют комплекс звуков, воспринимаемых органом слуха человека вне зависимости от характера и природы возникновения. Величина шума характеризуется двумя показателями: уровнем звукового давления и эквивалентным (по энергии) уровнем звука. Уровень звукового давления является показателем постоянного шума на рабочем месте и измеряется в децибелах (дБ). Эквивалентный уровень звука является показателем прерывистого, импульсного шума на рабочем месте и измеряется в децибелах по шкале «А» (дБА).
Длительное воздействие интенсивного шума может вызывать понижение чувствительности слухового аппарата. Через слуховую систему шум оказывает вредное влияние на весь организм и в первую очередь на нервную систему человека. Кроме того, производственный шум мешает рабочему сосредоточиться при выполнении работы и снижает его работоспособность.
К оборудованию литейных цехов, создающему интенсивный производственный шум, относятся:
пневматические формовочные и стержневые машины,
рубильные молотки,
выбивные решетки,
галтовочные барабаны и др.
Эффективным мероприятием по борьбе с шумом является снижение его в источнике образования, т. е. в машинах, механизмах и т. п. Для снижения шума в источнике заменяют, например, ударные процессы и механизмы безударными, зубчатые и цепные передачи на клиноременные, применяют принудительную смазку, прокладочные материалы и упругие вставки в соединениях и т. п.
К основным мероприятиям по снижению шума до установленных санитарных норм относится также замена встряхивающих формовочных машин прессовыми, пневматических приводов гидравлическими, встряхивающих выбивных решеток механизмами выдавливания отливок из опок.
Кроме того, для борьбы с шумом в конструкцию оборудования встраивают амортизирующие и звукогасящие приспособления. В качестве индивидуальных средств защиты от воздействия производственного шума используют противошумные заглушки и наушники.
Вибрация. Вибрация — это колебательные процессы, происходящие в механических системах. На практике вибрацию характеризуют по двум параметрам:
колебательной скоростью, т. е. максимальным перемещением колеблющейся точки в секунду (выражается см/с),
и интенсивностью, т. е. количеством полных циклов колебаний в единицу времени.
По аналогии с шумом интенсивность вибрации может измеряться децибелами.
Вибрацию подразделяют на местную и общую. Местная вибрация наблюдается при обрубке отливок пневматическими рубильными молотками. В условиях литейного производства общая вибрация образуется при сотрясении пола и других частей здания вследствие ударного действия выбивных решеток, пневматических формовочных, центробежных и других машин.
Снижение вибрации до предельно допустимых, уровней достигается применением виброгасящих амортизирующих устройств и приспособлений, систематическим ремонтом пневматического инструмента, использованием виброзащитных рукавиц, а также заменой рубильных молотков электрическими инструментами вращательного действия (абразивными станками с гибким валом и др.). Эти мероприятия одновременно снижают уровни вибрации и шума.