

Высокочастотная металлизация. Плазменная металлизация. Сущность, оборудование, режимы, применение, преимущества, недостатки
Высокочастотная металлизация отличается тем, что расплавление металла происходит за счет индуктивного нагрева проволоки током высокой частоты (200—300 кГц), который подводится к индуктору металлизатора. Для быстрого плавления металла в распылительной головке металлизатора смонтирован концентратор вихревых токов, который дает максимальную плотность электромагнитного поля у выхода проволоки из сопла (рис. 1).
Высокочастотная металлизация по сравнению с электродуговой имеет ряд преимуществ. Во- первых, при этом способе уменьшается выгорание легирующих элементов проволоки; во-вторых, увеличивается производительность процесса, так как применяется проволока большего диаметра (3—6 мм) и, наконец, в 2 раза уменьшается удельный расход электроэнергии.
Р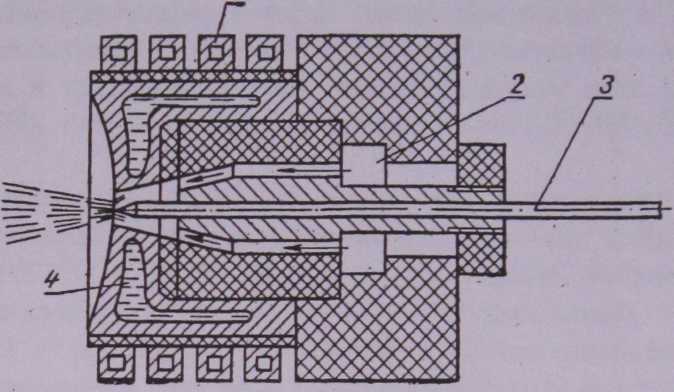 исунок
1. Схема головки высокочастотного
металлизатора: 1 — индуктор; 2 - камера
для сжатого воздуха; 3 - проволока; 4 —
камера охлаждения.
исунок
1. Схема головки высокочастотного
металлизатора: 1 — индуктор; 2 - камера
для сжатого воздуха; 3 - проволока; 4 —
камера охлаждения.
Плазменное напыление. Плазма — это высокотемпературный, сильно ионизированный газ. Ионизация — процесс превращения электронейтральных атомов и молекул в электрически заряженные частицы — ионы.
Электроны от электронейтрального атома отрываются с затратой большого количества энергии. При плазменном напылении это тепловая энергия, выделяющаяся при горении электрической дуги, размещенной в узком канале специального устройства — плазмотрона. Электрическая дуга обдувается соосным потоком инертного плазмообразующего газа, сжимается, и ее температура повышается до 10 000...30 000 °С. Металлические порошки, в том числе тугоплавкие, попадая в плазменную струю, расплавляются. Частицы расплавленного металла приобретают скорость 50...200 м/с и осаждаются на поверхности вращающейся детали (рис. 2), температура поверхности которой при этом не превышает 150 °С.
Рисунок 4. Принципиальная схема плазменного напыления:
1 — бутылкообразный анод (медное
водоохлаждаемое сопло); 2 — плазмообразующий
газ; 3 — вольфрамовый катод; 4 —
транспортирующий газ; R1 и R2 — сопротивления
— бутылкообразный анод (медное
водоохлаждаемое сопло); 2 — плазмообразующий
газ; 3 — вольфрамовый катод; 4 —
транспортирующий газ; R1 и R2 — сопротивления
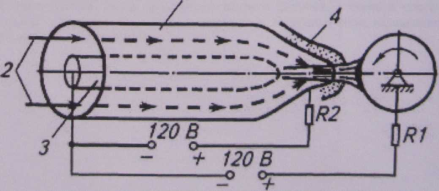
Электрическая дуга горит между вольфрамовым катодом 3 и анодом, в качестве которого может быть восстанавливаемая деталь (открытая дуга), водоохлаждаемое сопло 1 (закрытая дуга), а также деталь и сопло одновременно (комбинированная дуга).
При открытой плазменной дуге ток течет между катодом 3 и восстанавливаемой деталью. Плазмообразующий газ 2 обтекает дугу на всем ее протяжении от катода до детали. Последней пере-дается большое количество теплоты, поэтому открытую дугу используют при резке металла.
При закрытой плазменной дуге плазмообразующий газ 2 совпадает с дугой лишь на коротком участке между катодом 3 и отверстием в сопле анода 1 и затем выходит из сопла в виде факела плазмы. Плазмообразующий газ сжимает дугу, и температура ее в сжатой части на 25...30 % выше, чем у открытой дуги, в связи с чем закрытую дугу используют для плавления подаваемых в сжатую часть тугоплавких порошков, наносимых на поверхность детали.
При комбинированной дуге одновременно горят две дуги, что позволяет осуществлять раздельно плавление основного и присадочного материалов, регулируя соответствующее сопротивление R\HK2.
Выбор режима плазмообразования, а также плазмообразующего и транспортирующего газов зависит от вида напыляемого материала (порошок, проволока) и назначения покрытая. Наиболее часто в качестве плазмообразующих и транспортирующих газов используют азот, аргон, гелий и водород. Давление газов 0,4...0,6 МПа. Расход плазмообразующего газа 3,5...4,5 л/мин, транспортирующего
— 5,5...6,0 л/мин.
В качестве напыляемого материала используют, как правило, порошковые композиции на основе никеля и титана, позволяющие получать твердость поверхности восстанавливаемой детали от 35 до 50 HRC3 (ПН85Ю15; ПН70Ю30; ПН55Т45 и др.), коррозионно-стойкие (ПР-Х18НД; ПР-Х20Н80 и др.), а также самофлюсующиеся порошки (хромборникелевые) — ПР-Н80Х13С2Р; ПР- Н70Х17С4Р4; ПГ-ХН80СР4 и др. Бор, содержащийся в данных материалах, снижает температуру плавления хрома, никеля и железа и в сочетании с кремнием образует борсиликатное стекло, играющее роль флюса при плазменном напылении.
Основной недостаток порошков — их высокая стоимость. Кроме этого при напылении деталей с большими износами возможно образование трещин.
Для снижения вероятности образования трещин и стоимости порошков в их состав введены сормайт и алюминий. Разработанная смесь из порошков сормайта №1, ПГ-ХН80СР4 и алюминия в соотношении 77:19:4 по массе позволила снизить стоимость состава, напылять слои значительной толщины (до 3 мм) без образования трещин. На поверхности образуется защитная пленка из оксида алюминия, что не требует использования при напылении защитного газа.
Для проведения плазменного напыления создан ряд установок (УПУ-3, УПМ-5, УПМ-6) с мощностью плазмотрона от 30 до 40 кВт.
Плазменное напыление используют при восстановлении роторов и втулок насосов, кулачков распределительных валов, шеек валов, седел клапанов, деталей станков и др.
Преимущества и недостатки. Нанесенное покрытие представляет собой пористый, хрупкий слой металла сравнительно высокой твердости и низкой механической прочности. Слой хорошо пропитывается смазкой и в условиях небольших удельных нагрузок имеет высокую износостойкость. При больших удельных нагрузках на сдвиг и сжатие (зубья шестерен, шлицы, кулачки распределительных валов, шпоночные канавки, резьбы), а также в условиях полного отсутствия смазки (поверхности сцепления, тормозные барабаны) металлизационное покрытие быстро разрушается (выкрашивается).