

Источники тока их внешняя статистическая и динамическая характеристика стабильность горения дуги.
Источники классифицируют по следующим признакам роды тока, числа одновременно питаемых постов, характеристики привода особенности горения дуги, способ установки и монтажа, принцип действия конструкт., напряжения и обозначения
Обозначение эл. Сварочного оборудования из буквенных и цифровых частей. Первая буква тип изделия А агрегат, В выпрямитель, Т Трансформатор, Г генератор, У установка, П преобразователь.
2 буква вид сварки Д дуговая П плазменная
3 буква Способ сварки Г защитных газов Ф под флюсом, У универсальный источник,
Отсутствие 3 буквы обозначает дуговую сварку электродами.
4 буква назначение источника М м для много пост. Сварки , И импульсной сварки
Две или одна цифра после букв номинальный сварочный ток в 100 А.
Следующие цифры регистрационный номер изделия
Следующие 2 или 1 буква климатическое исполнение для эксплуатации в различных регионах. Т тропическим климатом У умеренном Хл холодный климат
след цифра Категория размещения 1 на открытой площадке , 2 прицепы кузова автомобилей 3помещение с естественной вентиляцией 4 помещение с отоплением и принудительной вентиляцией. 5 помещением с повышенной влажности.
ТД-306У2 трансформатор для ручной дуговой сварки 300 сварочный ток 06 регистрационный номер изделия в умеренном климате с размещением в прицепе .
Свойства источника питания определяет его внешнее статистической хар-ой предоставляющей зависимость изменения напрядения источника от силы сварочного тока.
1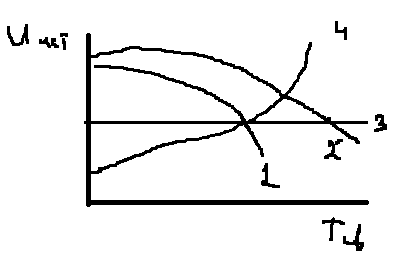 крутопадающая характеристика для
ручной дуговой сварки
крутопадающая характеристика для
ручной дуговой сварки
2 пологопадающая для полуавтомата под флюсом
3 жесткая
4 возрастающая дл сварки в среде защитных газов
Свойства дуги зависимость изменения напряжения дуги от сварочного тока статистической характеристики дуги
1![]() падающая
падающая
2 жесткая
3 возрастающая
Источник тока выбирают в зависимости от вольтамперной характеристики дуги соответствующей принятому свойству сварки. Для питания дуги с жеской характеристикой применяют источники с падающей или полого падающей внешней характеристикой
Р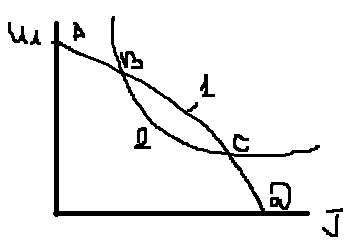 ежим
горения дуги определяется точкой
пересечения характеристикой дуги 2 и
источника тока 1 в точке В и С. Точка А
соответствует режиму холостого хода
– когда сварочная цепь разомкнута и
дуга не горит. Режим холостого хода
характеризуется повышением напряжения
60-80В Uхх
– 60 – 80 В. Точка Д соответствует режиму
короткого замыкания (зажигание дуги и
его замыкании каплями жидкого метала)
точка С соответствует режиму устойчивого
горения дуги. После случайного увеличения
силы тока подает напряжение источника
питания снижается ток и восстанавливается
режим устойчивого горения. Точка В
режиму неустойчивого горения дуги при
изменении соответствующего ее тока,
дуга либо гаснет либо ток возрастает
до тех пор пока не достигнет режима
устойчивого горения. Напряжение
холостого хода источники питания должно
быть в 2-3 раза выше напряжения дуги.
Напряжение дуги в 1.3-2.5 раза выше
напряжения дуги.
ежим
горения дуги определяется точкой
пересечения характеристикой дуги 2 и
источника тока 1 в точке В и С. Точка А
соответствует режиму холостого хода
– когда сварочная цепь разомкнута и
дуга не горит. Режим холостого хода
характеризуется повышением напряжения
60-80В Uхх
– 60 – 80 В. Точка Д соответствует режиму
короткого замыкания (зажигание дуги и
его замыкании каплями жидкого метала)
точка С соответствует режиму устойчивого
горения дуги. После случайного увеличения
силы тока подает напряжение источника
питания снижается ток и восстанавливается
режим устойчивого горения. Точка В
режиму неустойчивого горения дуги при
изменении соответствующего ее тока,
дуга либо гаснет либо ток возрастает
до тех пор пока не достигнет режима
устойчивого горения. Напряжение
холостого хода источники питания должно
быть в 2-3 раза выше напряжения дуги.
Напряжение дуги в 1.3-2.5 раза выше
напряжения дуги.
Источники сварочного тока с падающей характеристикой необходим для облегчения зажигания дуги за счет повышенного напряжения холостого хода. Обеспечивания устойчивого горения и постоянной проплавляющей способности дуги, т.к. колебания ее длины и напряжения особенно большие при ручной сварке не приводят к значительным изменениям сварочного тока короткого замыкания, чтобы не допускать перегрева проводов и источника.
Источники с жесткими и возрастающими характеристиками применяются при сварке в атмосфере защитных газов Дуга имеет возрастающую характеристику, поэтому для обеспечения ее горения необходимы источники с е характеристиками. У устойчивость процесса сварки во многом зависит от динамических свойств источников питания дуги. Динамические свойства определяются временем восстановления напряжения холостого хода и в основном связаны с электромагнитной инерциональностью источника тока, чем быстрее восстанавливается напряжение тем лучше динамические свойства источника тока.