

Вневанное электролитическое наращивание. Местное, проточное, струйное, контактное (электронатирание)
Безванные способы. При восстановлении корпусных и других крупных деталей площадь наращиваемых поверхностей мала по сравнению со всей площадью. Поэтому их наращивают безванными способами: проточным, струйным, электроконтактным и др. Принцип такого нанесения заключается в том, что у поверхности, подлежащей покрытию, с помощью несложных устройств создают местную электролитическую ячейку (ванночку), в которую подают электролит, а деталь и анод подключают к источнику тока. При проточном способе электролит прокачивают насосом с определенной скоростью через пространство между покрываемой поверхностью и анодом (например, через отверстие в корпусе коробки передач). Наибольшая скорость осаждения металлов достигается при скорости протекания электролита более 1 м/с, создающей турбулентный режим течения. Плотность тока может быть увеличена в 5... 10 раз (при железнении — до 200...300 А/дм2 и более). При струйнам способе электролит подают струями в межэлектродное пространство через отверстия насадка. Последний одновременно служит анодом 3 (рис. 1, а) и местной ванночкой. Для получения равномерного покрытия деталь вращается с частотой до 20 мин' . Этого можно достичь и при неподвижной детали, если отверстия в аноде, через которые поступает электролит, выполнить под углом 30...40° к радиальному направлению (рис. 1, б).
Р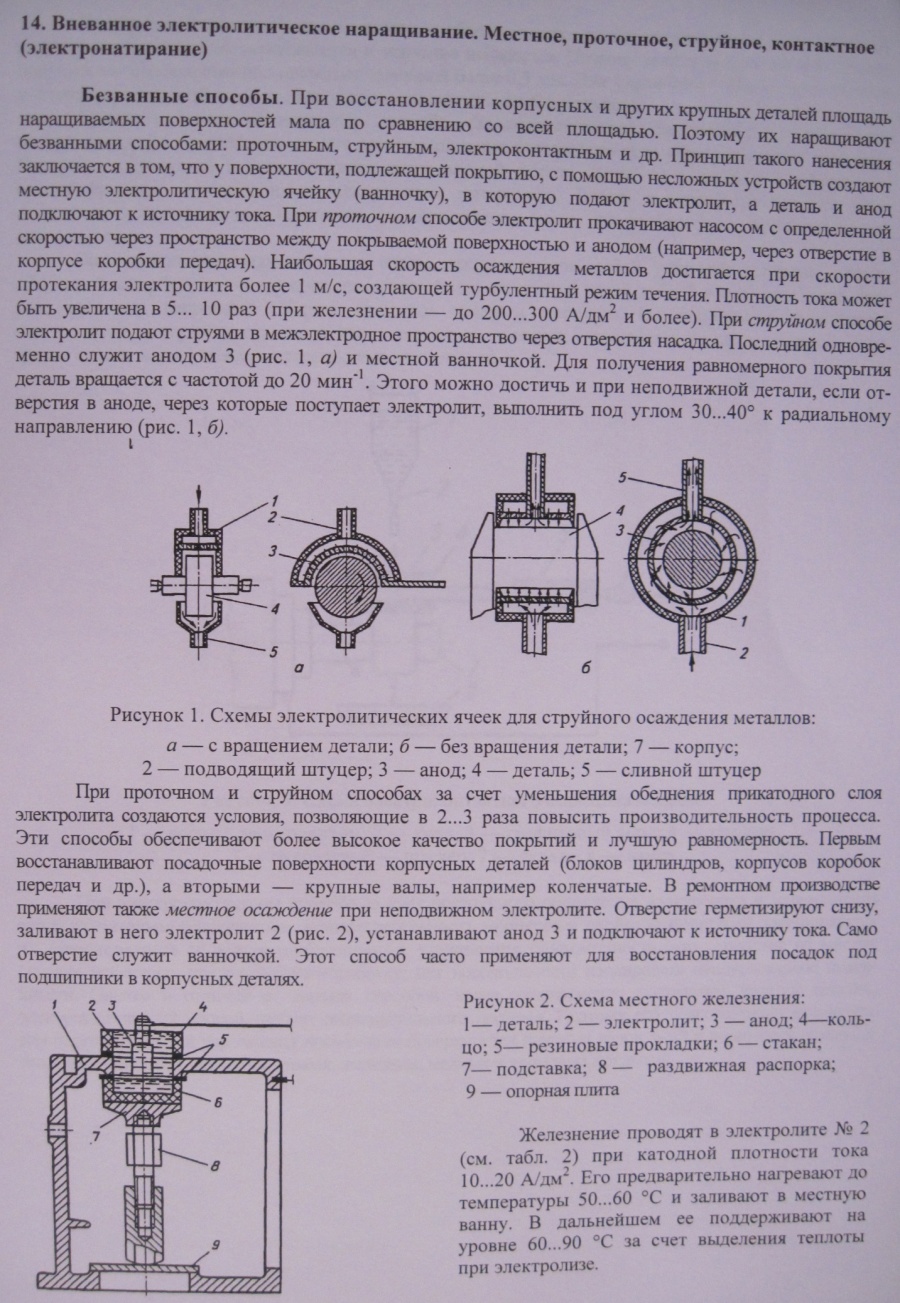 исунок
1. Схемы электролитических ячеек для
струйного осаждения металлов:
исунок
1. Схемы электролитических ячеек для
струйного осаждения металлов:
а — с вращением детали; б — без вращения детали; 7 — корпус; 2— подводящий штуцер; 3 — анод; 4 — деталь; 5 — сливной штуцер
П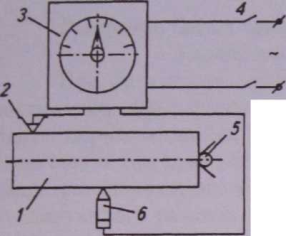 ри
проточном и струйном способах за счет
уменьшения обеднения прикатодного
слоя электролита создаются условия,
позволяющие в 2...3 раза повысить
производительность процесса. Эти
способы обеспечивают более высокое
качество покрытий и лучшую равномерность.
Первым восстанавливают посадочные
поверхности корпусных деталей (блоков
цилиндров, корпусов коробок передач и
др.), а вторыми — крупные валы, например
коленчатые. В ремонтном производстве
применяют также местное осаждение при
неподвижном электролите. Отверстие
герметизируют снизу, заливают в него
электролит 2 (рис. 2), устанавливают анод
3 и подключают к источнику тока. Само
отверстие служит ванночкой. Этот способ
часто применяют для восстановления
посадок под подшипники в корпусных
деталях.
ри
проточном и струйном способах за счет
уменьшения обеднения прикатодного
слоя электролита создаются условия,
позволяющие в 2...3 раза повысить
производительность процесса. Эти
способы обеспечивают более высокое
качество покрытий и лучшую равномерность.
Первым восстанавливают посадочные
поверхности корпусных деталей (блоков
цилиндров, корпусов коробок передач и
др.), а вторыми — крупные валы, например
коленчатые. В ремонтном производстве
применяют также местное осаждение при
неподвижном электролите. Отверстие
герметизируют снизу, заливают в него
электролит 2 (рис. 2), устанавливают анод
3 и подключают к источнику тока. Само
отверстие служит ванночкой. Этот способ
часто применяют для восстановления
посадок под подшипники в корпусных
деталях.
Р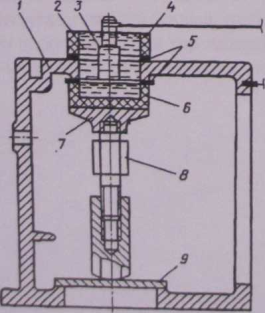 исунок
2. Схема местного железнения:
исунок
2. Схема местного железнения:
1— деталь; 2 — электролит; 3 — анод; 4—коль¬цо; 5— резиновые прокладки; 6 — стакан; 7— подставка; 8 — раздвижная распорка;
8— опорная плита
Железнение проводят в электролите № 2 (см. табл. 2) при катоднойплотности тока.20А/дм2. Его предварительно нагревают до температуры 50...60 °С и заливают в местную ванну. В дальнейшем ее поддерживают на уровне 60...90 °С за счет выделения теплоты при электролизе.
Электролиз происходит в очень маленьком объеме электролита без регулирования температуры. В результате он обедняется, перегревается и усиленно испаряется. Поэтому местным железнением трудно получить высококачественные покрытия толщиной более 0,3 мм. Для увеличения объема электролита и улучшения условий электролиза устанавливают стакан 6 и кольцо 4.
Сущность электроконтактиого способа (электронатирания) заключается в том, что электроосаждение металла происходит при прохождении постоянного тока через маленькую ванночку. Последняя образуется в зоне контакта покрываемой детали 3(рис. 6) с анодом 3, обернутым адсорбирующим, пропитанным электролитом материалом. Деталь и анод перемещаются одна относительно другого (деталь вращается при неподвижном аноде, или наоборот), т.е. возникает трение анода по детали.
Ч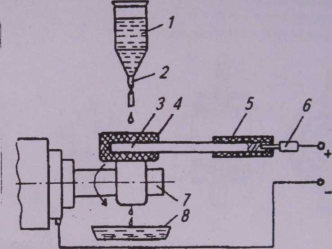 аще
используют нерастворимые аноды,
представляющие собой угольный стержень,
плотно обернутый адсорбирующим
материалом (обычной или стеклянной
ватой, губкой в суконном чехле, фетром,
войлоком, капроном). Обертку называют
анодным тампоном. Он непрерывно
смачивается электролитом, который
поступает к нему через шланг от сосуда,
расположенного над установкой. Электролит
стекает затем в емкость, находящуюся
под деталью.
аще
используют нерастворимые аноды,
представляющие собой угольный стержень,
плотно обернутый адсорбирующим
материалом (обычной или стеклянной
ватой, губкой в суконном чехле, фетром,
войлоком, капроном). Обертку называют
анодным тампоном. Он непрерывно
смачивается электролитом, который
поступает к нему через шланг от сосуда,
расположенного над установкой. Электролит
стекает затем в емкость, находящуюся
под деталью.
1 — сосуд с электролитом; 2 — кран; 3 — графитовый анод; 4 — тампон; 5 — рукоятка; 6 — штекер; 7 — деталь; 8 — ванна
П ри
электроконтактном способе за счет
постоянного обновления электролита и
перемещения анода значительно повышаются
производительность процесса и свойства
покрытий, уменьшаются их шероховатость
и дендритообразование, улучшается
равномерность, что позволяет во многих
случаях исключить последующую обработку;
нет необходимости изолировать
непокрываемые поверхности. Однако в
отличие от ванных способов, когда
одновременно покрывают десятки деталей,
электроконтактный способ требует
индивидуального подхода. Поэтому его
целесообразно применять для восстановления
и упрочнения посадочных поверхностей
крупных валов, осей и корпусных деталей
с помощью цинковых, железоцинковых,
железных, медных и хромовых покрытий
ри
электроконтактном способе за счет
постоянного обновления электролита и
перемещения анода значительно повышаются
производительность процесса и свойства
покрытий, уменьшаются их шероховатость
и дендритообразование, улучшается
равномерность, что позволяет во многих
случаях исключить последующую обработку;
нет необходимости изолировать
непокрываемые поверхности. Однако в
отличие от ванных способов, когда
одновременно покрывают десятки деталей,
электроконтактный способ требует
индивидуального подхода. Поэтому его
целесообразно применять для восстановления
и упрочнения посадочных поверхностей
крупных валов, осей и корпусных деталей
с помощью цинковых, железоцинковых,
железных, медных и хромовых покрытий