

2.5. Описать режущий , вспомогательный инструмент. Составить эскиз (чертеж) специального инструменты.


2.6 Изучить конструкцию приспособлений для закрепления заготовки. Составить эскизы (чертежи приспособлений для выполнения операций.
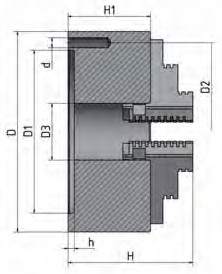
Трехкулачковые токарные патроны Optimum

Центральное зажатие
Корпус из высококачественного чугуна
Цилиндрическая посадочная поверхность по DIN 6350
Радиальное биение менее 0,05 мм.
Для установки необходим фланец патрона.
Габаритные и присоединительные размеры трехкулачковых токарных патронов Optimum
Патрон |
D, мм |
D1, мм |
D2, мм |
D3, мм |
d, мм |
H, мм |
H1, мм |
h, мм |
Макс. обороты, об / мин |
ø 80 мм |
80 |
55 |
66 |
16 |
М6 |
66 |
50 |
3,5 |
4000 |
ø 100 мм |
120 |
72 |
84 |
22 |
М8 |
74,5 |
55 |
3,5 |
3500 |
ø 125 мм |
125 |
95 |
108 |
30 |
М8 |
84 |
58 |
4 |
3000 |
ø 160 мм |
160 |
130 |
142 |
40 |
М8 |
95 |
65 |
5 |
2150 |
2.7 Составить эскиз(чертеж) контрольного приспособления
Контрольным
приспособлением для измерения размеров
детали является Штангенциркуль
ШЦ-ll-250-01-2
ГОСТ 166-89.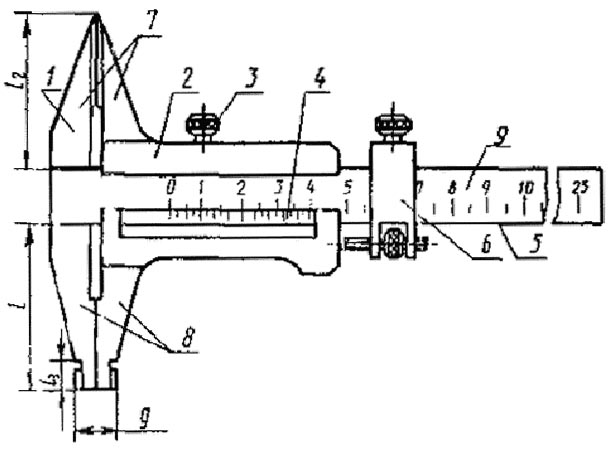
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - устройство тонкой установки рамки; 7 - губки с кромочными измерительными поверхностями для измерения наружных размеров; 8 - губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и внутренних размеров соответственно; 9 - шкала штанги.