

40. Краткая характеристика основных видов обработки резанием.
Точение – этот вид обработки является самым распространенным до 80 % парка металлорежущих станков – токарные. Основное применение этого вида обработки получения деталей в виде тел вращения: цилиндрических и конических. Главное движение – вращение заготовки. Движение подач - перемещение резца вдоль обрабатываемой поверхности (продольная подача) и перпендикулярно к ней (поперечная подача)
2. фрезерование – этот вид обработки позволяет получать большое разнообразие поверхностей : плоскости, пазы, канавки, углубления, выступы и т.д.процесс характеризуется большим разнообразием типов станков:
горизонтально-фрезерные
вертикально- фрезерные
поперечно- фрезерные
продольно- фрезерные
и большой номенклатурой режущих инструментов- фрез. Главное движение вращения фрез, движение подач - поступательное движение заготовки или самой фрезы.
сверление – применяется для получения отверстей. Заготовка неподвижна, а главное движение и движение подач осуществляется режущим инструментом- сверлом.
строгание - этот вид обработки обычно используют для получения плоскостей больших размеров. Резец или заготовка движутся поступательно в двух перпендикулярных направления, главное движение и движение подач. Оборудование - строгальные станки; режущий инструмент - строгальные резцы.
шлифование – применяют для получения окончательной формы и размеров детали с высокой чистотой поверхности. Детали могут быть круглыми или плоскими. Режущий инструмент- шлифовальный круг вращается (главное движение), а заготовка движется поступательно (движение подач)
41. Основные узлы металлорежущих станков и их назначение.
Принцип действия и устройство металлорежущих станков рассмотрим на принципе токарного станка: он наиболее простой и в тоже время достаточно типичные,, т.е содержит практически все элементы любого металлорежущего станка.
Основные узлы станка;
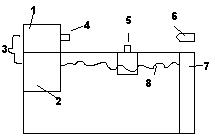
1. коробка скоростей предназначенная для придания обрабатываемой заготовке различных скоростей вращения в широком диапазоне.
2. коробка подач для предания режущему инструменту различных величин подачи, согласованной с вращением заготовки с помощью ходового винта 8.
3. передняя бабка это узел станка, состоящий из коробки скоростей (1) и коробки подач (2)
4. шпиндель- это выходной вал коробки скоростей к которому через закрепляющее устройство(патрон) крепится обрабатываемая заготовка
5. суппорт – он служит для передачи движения от коробки подач к режущему инструменту, который крепиться на суппорте.
6. задняя бабка служит для поддержания свободного конца детали большой длины
7. станина служит для размещения и закрепления всех узлов станка.
Все металлорежущие станки независимо от вида обработки содержат аналогичные узлы, хотя они могут быть иначе расположены и называться по-другому, но суть их также остается.
42. Принципы классификации металлорежущих станков.
Все многообразие металлорежущих станков классифицируется прежде всего по виду обработки, по этому признаку они подразделяются на группы. По классификации ЭНИМС(экспериментальный научно-исследовательский институт металлорежущих станков). Установлено 10 групп металлорежущих групп. Эта классификация предусматривает выделением в самостоятельные группы, таких станков как:
Зубообрабатывающий, резьбонарезные, отрезные и др.
Кроме этого предусмотрена запасная десятая группа, в которой пока нет ничего. Каждая группа делится на десять типов. Каждый тип делится на десять типоразмеров. Деление станков на типоразмеры и типы в разных группах проводится по самым разным признакам, которые при переходе от одной группы к другой совсем не соблюдается. К числу этих признаков относятся, например, уровень автоматизации, точность, масса.