

6. Расчет производительности непрерывной травильной линии
Непрерывная травильная линия состоит из трех участков (рис. 3), связанных между собой петлевыми устройствами — накопителями полосы (петлевыми ямами или петлевыми башнями). Высокая производительность участка травильных ванн обеспечивается при соблюдении следующих условий. Время пребывания полосы в травильном растворе, необходимое для травления окалины, должно быть минимальным, что обеспечивает ведение процесса на высокой скорости движения полосы.
Процесс травления является непрерывным, что обусловливается бесперебойной работой участка разматывания и сварки полос вместе с петлевой ямой (рис. 3).
Скорость движения полосы в ваннах зависит от их числа и длины:
Число ванн, шт. |
Длина ванн, м |
Скорость движения полосы, м/мин |
4 |
18 |
72–108 |
4 |
25 |
100–150 |
5 |
25 |
125–188 |
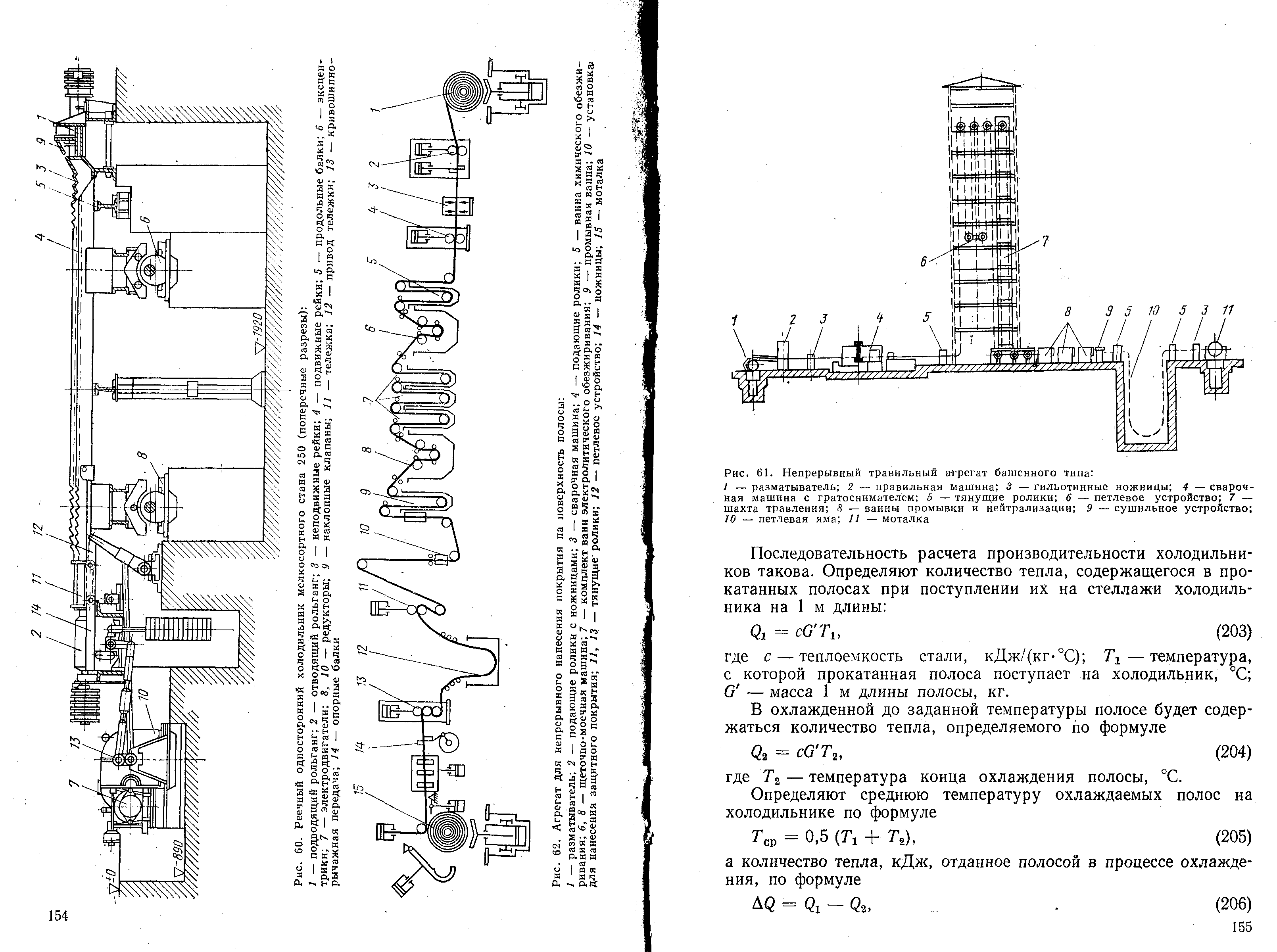
Рисунок 3. Непрерывный травильный агрегат башенного типа:
1 – разматыватель; 2 – правильная машина; 3 – гильотинные ножницы; 4 – сварочная машина гратоснимателем; 5 – тянущие ролики; 6 – петлевое устройство; 7 – шахта травления; 8 – ванны промывки и нейтрализации; 9 – сушильное устройство; 10 – петлевая яма; 11 – моталки
Производительность, т/ч, участка разматывания рулонов и сварки полос определяют по формуле
![]() ,
(55)
,
(55)
где Тp – ритм работы участка разматывания рулонов, мин;
Gp – масса рулона, т.
Так как ритм работы равен сумме времени машинного и вспомогательных операций разматывания, последняя формула может быть преобразована в следующий вид:
 ,
(56)
,
(56)
где tв – время вспомогательных операций, с; tр – машинное время разматывания рулона, с; vр – средняя скорость разматывания рулона, м/мин; h – толщина полосы, мм; В – ширина полосы, мм; L – длина полосы в рулоне, м.
Производительность, т/ч, участка травильных ванн можно вычислить по формуле
![]() ,
(57)
,
(57)
где TТР – ритм работы участка травильных ванн, мин.
Подставляя значения массы рулона, выраженные через его размеры и удельную массу, получим
 ,
(58)
,
(58)
где vтр.ср – средняя скорость движения полосы в травильных ваннах, м/мин.
Для обеспечения непрерывности движения полосы в травильных ваннах необходимо, чтобы ритм работы участка разматывания и сварки полос был меньше или равен ритму работы участка травления:
![]() ,
или
,
или
 .
(59)
.
(59)
Отсюда скорость травления (движения полосы) зависит от длины полосы, времени вспомогательных операций разматывания и сварки полос и скорости разматывания. Производительность участка сматывания протравленной полосы в рулон и уборки рулонов не зависит от его длины. Проводимые на этом участке операции (разрезка полосы, окончание смотки конца ее в рулон, освобождение моталки от рулона и приведение ее в исходное положение для приема конца следующей полосы) не занимают много времени. При выполнении названных операций движение полосы останавливают, а поступающую из участка травления полосу накапливают в петлевой яме.