Глава 12 оперативно-производственное планирование дискретного производства
Дискретное производство характеризуется прерывностью производственного процесса, что, с одной стороны, усложняет управление им со стороны операционного менеджера, а с другой – нарушает движение материального потока от входа системы до выхода из нее. Увеличивается длительность производственного цикла, растут производственные запасы (заделы), возникают перерывы на рабочих местах, что в конечном счете приводит к ухудшению показателей производительности.
Оперативно-производственное планирование (ОПП) – это один из инструментов операционного менеджера, позволяющий ему успешно справляться со сложностями оперативного управления основным производством. В этой главе мы рассмотрим возможность практического использования некоторых специфических моделей и методов ОПП на примере управления машиностроительной фирмой. Здесь приведены две системы ОПП: применяемая для цехового планирования в условиях серийного типа производства (задачи с решениями 12.1 и 12.2) и применяемая для планирования работы поточных линий в условиях массового типа производства. Эти системы в наибольшей степени структурированы и формализованы для практического применения на предприятиях в различных типах экономики. Обе они представляют один подход к построению системы ОПП, основанный на принципе «выталкивания» полуфабриката на всем пути движения материального потока. Система ОПП, основанная на противоположном подходе «вытягивания», рассмотрена в главах 9 и 10.
Рассматриваемые в главе методы позволяют рассчитывать ведущие календарно-плановые нормативы, характерные для того или иного типа производства, организационно-технические параметры конвейерных линий и т. п., а также наглядно представлять происходящие процессы в виде разверток во времени. При этом первое направление можно отнести к построению аналитических моделей, второе – к построению графических моделей.
Задачи с решениями Задача 12.1
Партии деталей одного типоразмера проходят обработку последовательно в трех цехах и поступают на сборку в четвертый цех. Тип производства – серийный с постоянным среднерасчетным ритмом r = 0.02 р. дн. Величины партий запуска деталей в обработку (поступления на сборку) и длительностей циклов обработки (сборки) партий в цехах заданы в таблице.
Номер цеха |
|
|
1 |
300 |
4 |
2 |
450 |
1 |
3 |
250 |
3 |
4 |
200 |
6 |
Требуется:
а) построить графики и рассчитать величины опережений запуска для всех пар смежных цехов;
б) построить графики изменения межцеховых оборотных заделов и рассчитать их средние величины, а также периоды их оборота для всех пар смежных цехов;
в) построить общий график изготовления партий данных деталей во всех цехах и нахождения их на сборке и рассчитать величины опережений запуска и выпуска для всех цехов относительно сборочного;
г) построить график изменения величины циклового задела данных деталей в сборочном цехе и рассчитать его среднюю величину;
д) рассчитать суммарный средний задел данных деталей в производстве (опережение запуска для первого цеха в штуках) несколькими способами.
Резервные опережения и заделы из рассмотрения исключить.
Решение
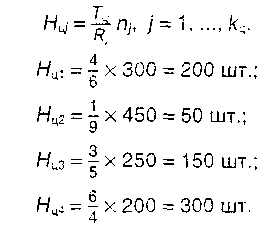
Рассчитаем
ритмы партий деталей (![]() )
в
цехах,
определим наибольшие общие делители
размеров партий и ритмов для всех пар
смежных цехов. Результаты сведем для
удобства в общую таблицу с исходными
данными.
)
в
цехах,
определим наибольшие общие делители
размеров партий и ритмов для всех пар
смежных цехов. Результаты сведем для
удобства в общую таблицу с исходными
данными.
=
r x
![]() ,
j
= 1...
Кц
,
j
= 1...
Кц
![]() =
0.02
x
300
= 6 р. дн.
=
0.02
x
300
= 6 р. дн.
![]() =
0.02 х
450
= 9 р. дн.
=
0.02 х
450
= 9 р. дн.
R3 = 0.02 х 250 = 5 р. дн.
![]() = 0.02 x 200 = 4 p. дн.
= 0.02 x 200 = 4 p. дн.
Номер цеха |
, шт. |
, р. дн. |
, р. дн. |
dR |
dn |
1 |
300 |
6 |
4 |
– |
– |
2 |
450 |
9 |
1 |
3 |
150 |
3 |
250 |
5 |
3 |
1 |
50 |
4 |
200 |
4 |
6 |
1 |
50 |
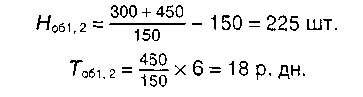
Рассчитаем опережения (ОЗ и ОВ), средние значения оборотных заделов (НОБ) и периоды их оборота (ТОБ) для всех пар смежных цехов по формулам:

ОЗ 1, 2 = 4+1 + 9-3 = 11 р. дн. – при R1 < RZ последнее слагаемое превращается в 0; здесь: [ ] – ближайшее большее целое;
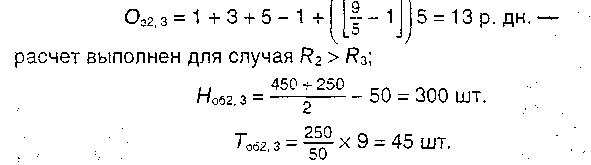
Для третьей пары цехов:
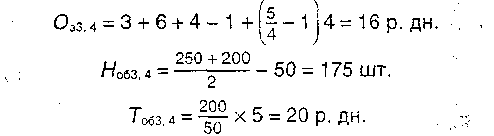
Выполним расчеты средних значений цикловых заделов во всех цехах по формуле: