Pressing
 Pressing
is used for widened containers (plates, cups and glasses) and also
for producing thicker cross-sections for automotive lenses. The gob
of molten glass is loaded in a mould, the plunger is lowered and
forces the glass to spread and fill the mould. Pressing can be
performed with free sides (without a ring) when dimension tolerance
is acceptable. The size of the plate or glass is then determined by
the parison temperature and the pressing force. Patterns on the
mould surface allow for imprinting the glass object and make it look
more attractive and more expensive than it is.
Pressing
is used for widened containers (plates, cups and glasses) and also
for producing thicker cross-sections for automotive lenses. The gob
of molten glass is loaded in a mould, the plunger is lowered and
forces the glass to spread and fill the mould. Pressing can be
performed with free sides (without a ring) when dimension tolerance
is acceptable. The size of the plate or glass is then determined by
the parison temperature and the pressing force. Patterns on the
mould surface allow for imprinting the glass object and make it look
more attractive and more expensive than it is.
For more dimensional control, the mould is closed by a ring allowing for production of automotive headlight lenses with high-precision shape. An automatic machine comprises 6 to 16 different moulds allowing for high production yield.
Fibre Process
Glass fibre production tools are very different when considering optical fibres, rovings or glass wool. Processes differ in the way drawing force is applied and three drawing modes are distinguished: tensile drawing, gas friction drawing, and centrifugal drawing.
Nowadays, processes employ either tensile or centrifugal drawing gas friction being combined with centrifugal drawing.
(Fibre drawing process)
Tensile Drawing
The process starts with molten glass delivered through a platinum heated orifice plate. The number of orifices varies from 200 to 8000 with diameters between 1 and 2.5mm. Glass flows through each orifice and is drawn downwards. The drawing speed determines the glass filament diameter. Common speeds are between 10 and 50ms. Rovings are produced by combining several hundred fibres (range 100–2000 filaments).
Anti-abrading treatment is then essential for keeping excellent mechanical resistance. Surface treatment also called sizing is required for adhesion to the matrix in the case of composites. In a typical fibre-forming machine, the coating applicator is located just below the fibre-forming bushing. Glass fibres leave the forming die at a temperature over 1000 ˚C and are rapidly quenched to deposition temperature (at 100 ˚C) by the aqueous sizing solution. Since the fibres are drawn under high speeds only short times.
Coatings play an essential role in the manufacturing of products made from glass fibre. Because of its abrasiveness, glass fibre would be useless if not coated during the sizing operation. In fact, without the protective coating the fibre loses its strength and destructs.
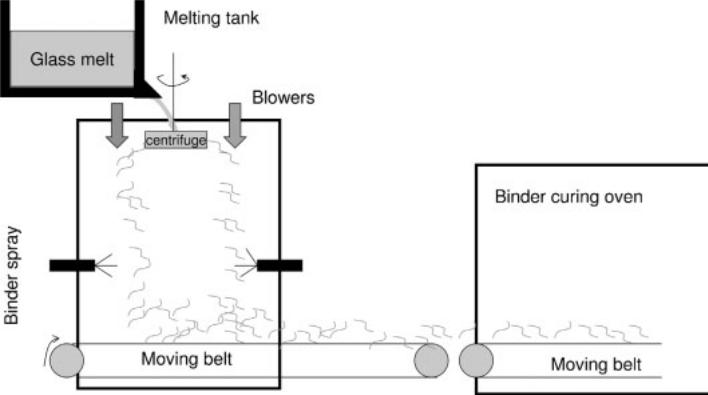
Centrifugal Drawing
Fibres used in glass wool and mats have to be chopped. Also, the surface treatment will control the performance in use. The process again starts with the glass delivery from a furnace. In 1955, Johns-Manville Company developed a process for low viscosity melt. Glass flow is dropped onto rotating cylinders spinning at an elevated velocity around their horizontal axis. Glass drops are projected from one cylinder to another before producing fibres of different lengths and reaching a moving belt downwards where remaining glass drops are aspired. Meanwhile the fibres are sprayed with organic binders with curing happening in the polymerization furnace downstream.