11.2.3 Труби обсадні товстостінні
Обсадні товстостінні труби випускають згідно ТУ 14-3-329—74 діаметрами 219,1, 244,5, та 298,5мм. Труби поставляють завдовжки 9,5—13 м, допускається поставка 40% труб завдовжки 6—9,5 м.
11.2.4 Обсадні труби із зварними з'єднаннями
Спуск обсадних колон із зварними з’єднаннями має деякі переваги в порівнянні з різьбовими (з’єднання за розмірами і міцністю не відрізняються від різьбових):
• вони забезпечують повну герметичність;
• дешевші і простіші у виготовленні;
• можуть досягати міцності на розтяг рівній міцності тіла труби;
• збільшений зазор між стінками зварної колони і стінками свердловини (через відсутність муфт, висаджених кінців) полегшує їх спуск.
При використанні зварних з’єднань досягнуті рекордно малі зазори між колонами в конструкціях свердловин.
► Застосовується декілька конструкцій зварних з’єднань обсадних труб:
• муфтові (рисунок 11.11,а);
• розтрубні (рисунок 11.11,б).
Стикозварювальне з’єднання (рисунок 11.11,в) практично не збільшує діаметр колони, а дворозтрубне стикозварювальне з’єднання (рисунок 11.11,е) має підвищену міцність на розтяг. Стикозварювальне з’єднання, показане на рисунку 6.11,г, виконане у вигляді ніпель-розтруб для полегшення центрування стику при зварюванні над устям свердловини, а конструкція, зображена на рисунку 11.11,г для цього має внутрішнє центрувальне кільце.
Якість зварного шва забезпечується з допомогою автоматичних і напівавтоматичних агрегатів Київського інституту електрозварювання ім. Академіка Є.О.Патона (УГОТ). Конструкція такого з’єднання показана на рисунку 11.11,в.
Рисунок
11.11 – Види зварних з’єднань обсадних
колон:
а
– муфтове з’єднання; б – розтрубне;
в – стикозварювальне;
г
– типу “ніпель-розтруб”; д – з
центрувальним кільцем;
е
– дворозтрубне; є – контактно-стикозварювальне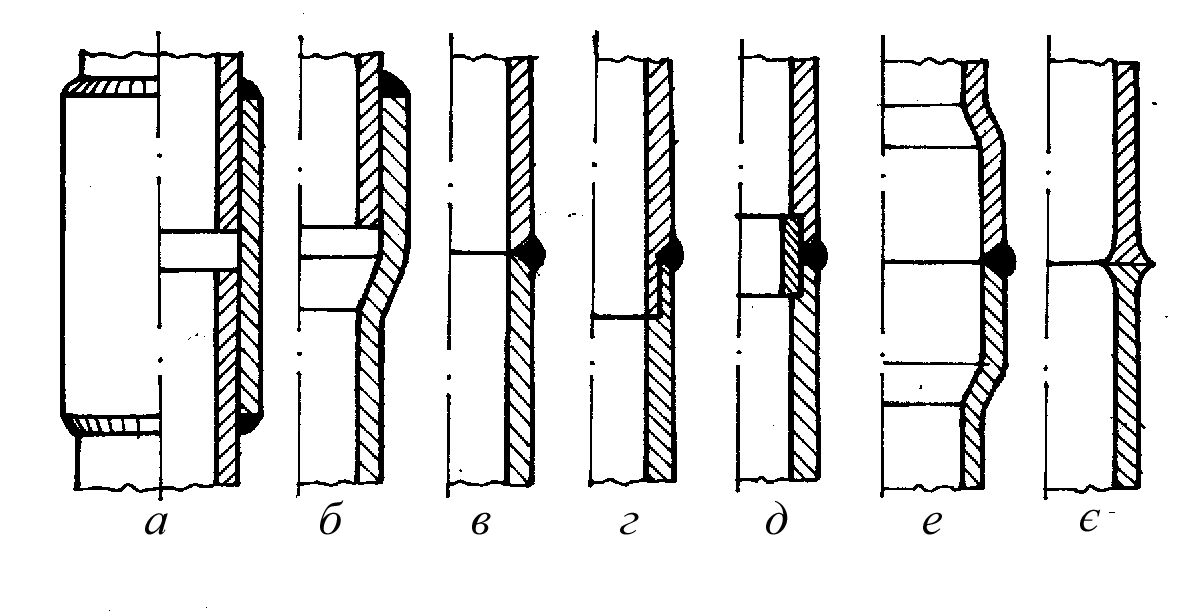
11.2.5 Обсадні труби великих діаметрів
В тих випадках, коли необхідно використовувати обсадні труби великих діаметрів (понад 508мм), в основному для кріплення верхніх інтервалів свердловин застосовують труби, які виготовляють згідно ГОСТ 8732—78.
В основному використовуються труби діаметрами 530, 560, 630, 720 і 820мм з товщиною стінок 9, 10, 11, 12, 14мм із сталей марок Ст4сп, Ст5сп, Стбсп з межею текучості відповідно 216, 245, 274, 304 МПа або із сталей марок 20, 35, 45 з межею текучості 245, 294, 323 МПа. Труби при спуску зварюються.
У ряді випадків можуть використовуватися труби, які виготовляють згідно ГОСТ 20295— 74. «Труби сталеві зварні для магістральних газонафтопроводів». Труби випускаються прямошовні або спіральношовні діаметрами 530, 630, 720, 820мм. Труби при спуску зварюються.
11.2.6 Обсадні труби зарубіжних фірм
Зарубіжні фірми, які виготовляють обсадні труби, в основному користуються стандартами Американського нафтового інституту: 5А АРІ, 5АС АРІ та 5АХ АРІ. За цими стандартами передбачено випуск труб 14 діаметрів в діапазоні від 41/2 дюйма (114мм) до 20 дюймів (508мм) і з товщиною стінки від 5,21 до 16,13мм.
► Передбачено виготовлення чотирьох видів з’єднань:
● муфтові з’єднання з короткою трикутною різьбою;
● муфтові з’єднання з довгою трикутною різьбою;
● муфтові з’єднання з різьбою типу “Batress”, профіль якої близький до профілю трапецієподібної різьби за ГОСТом 632–80;
● високогерметичне безмуфтове з’єднання “Extrem Line”. В цьому з’єднанні під різьби висаджені обидва кінці труби, а вузол герметизації такий самий, як і в трубах типу ТБО, тільки гладка конічна поверхня муфти контактує з слабо сферичною поверхнею труби. Нарізка трапецієподібна і симетрична з кутом при вершині 12°.
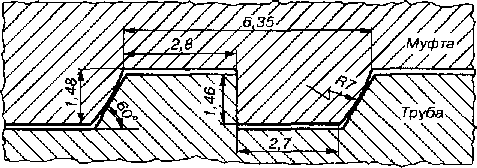
Асортимент обсадних труб значно розширений провідними зарубіжними фірмами, які виготовляють і інші конструкції різьбових з’єднань (рисунок 11.12), а також використовують високоміцні, корозійностійкі матеріали.







Рисунок
11.12 –
Різьбові з'єднання обсадних
труб зарубіжних фірм
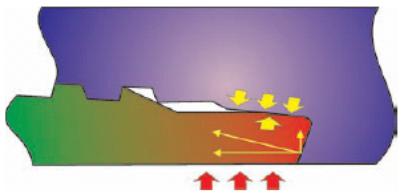
Відомі розробки фірм “Hydril” (США), “Маннесман”(ФРН), “Валюрен” (Франція), “Сумітомо” (Японія). Наприклад, нестандартним рішенням вважається профіль різьби “Оmega” фірми «Маннесман» (рисунок 11.13).
Рисунок
11.13 –
Різьбове з’єднання фірми “Оmega”фірми
«Маннесман»
З'єднання не має спеціальних додаткових герметизуючих елементів, а герметичність досягається за рахунок деформації сферичної грані витка різі муфти при механічному закріпленні. З’єднання витримує тиск газу до 48 МПа.
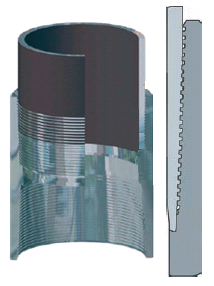
Одне
з серії з’єднань обсадних труб фірми
“Hydril
Super
EU”, показане на рисунку 11.14. Різьба
двоступенева трапецієподібна з
двохсторонньою висадкою під різьби
(![]() ).
Міцність
з’єднання становить 95% від міцності
труби з максимальною товщиною стінки
(
).
Міцність
з’єднання становить 95% від міцності
труби з максимальною товщиною стінки
(![]() ).
).

Рисунок
11.14 –
Різьбове з’єднання фірми
“Hydril Super
EU”
«ТАГМЕТ» (Росія) виготовляє обсадні труби з високогерметичними різьбовими з’єднаннями ВАРМ , які мають подвійний бар’єр герметизації (рисунок 11.15).