

Нормы расстояний между металлорежущими станками
Расстояние |
Наибольший габаритный размер станка в плане, мм, не более |
|||
1800 х 800 |
4000 х 2000 |
8000х 4000 |
> 8000х 4000 |
|
От проезда до : -фронтальной стороны cтанка (а) - боковой стороны станка (б) - тыльной стороны станка (в) |
1600/1000 |
1600/1000 |
2000/1000 |
2000/1000 |
500 |
500 |
500 |
500 |
|
500 |
500 |
700/500 |
1000/500 |
|
Между станками при расположении их: |
|
|
|
|
- в затылок (г) |
1700/1400 |
1700/1600 |
2600/1800 |
2600/1800 |
- тыльными сторонами друг к другу (д) |
700 |
800 |
1000 |
1300/1000 |
- боковыми сторонами друг к другу (е) |
900 |
900 |
1300/1200 |
1800/1200 |
|
2100/1900 |
2500/2300 |
2600 |
2600 |
1700/1400 |
1700/1600 |
1700 |
1700 |
|
2500/1400 |
2500/1600 |
- |
|
|
От стен, колонн до: -фронтальной стороны станка (л) (л1) - тыльной стороны станка (м) боковой стороны станка (н) |
|
|
|
|
1600/1300 |
1600/1500 |
1600/1500 |
1600/1500 |
|
1300 |
1500/1300 |
1500 |
1500 |
|
700 |
800 |
900 |
1000/1900 |
|
1200/900 |
1200/900 |
1200/900 |
1200/900 |
|
Примечание : в знаменателе приведены нормы расстояний для цехов крупносерийного производства, когда они отличаются от соответствующих норм для условий единичного, мелкосерийного и серийного производства. |
||||
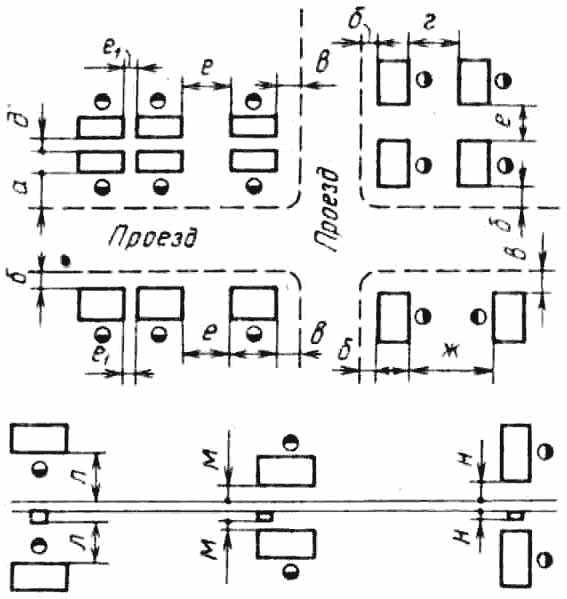
Рис. 8. Схемы размещения рабочих мест сборки
Типовые схемы установочных мест при линейном расположении технологического оборудования (Т.О.) приведены на рис. 10. Оптимальное расположение мощности грузопотока достигается при двустороннем расположении оборудования вдоль транспортной трассы (рис. 10 а, б). Схемы, приведенные на рис. 10 в, г, используют чаще всего при реконструкции производства.
При совмещении входа и выхода с участка происходит сокращение холостых пробегов межоперационного транспорта (рис. 9 а, в). Такие схемы применяют при незначительных грузопотоках (не более 3000 т/год). При больших грузопотоках используют схемы с раздельным входом и выходом (рис. 9 б, г).
Таблица № 25
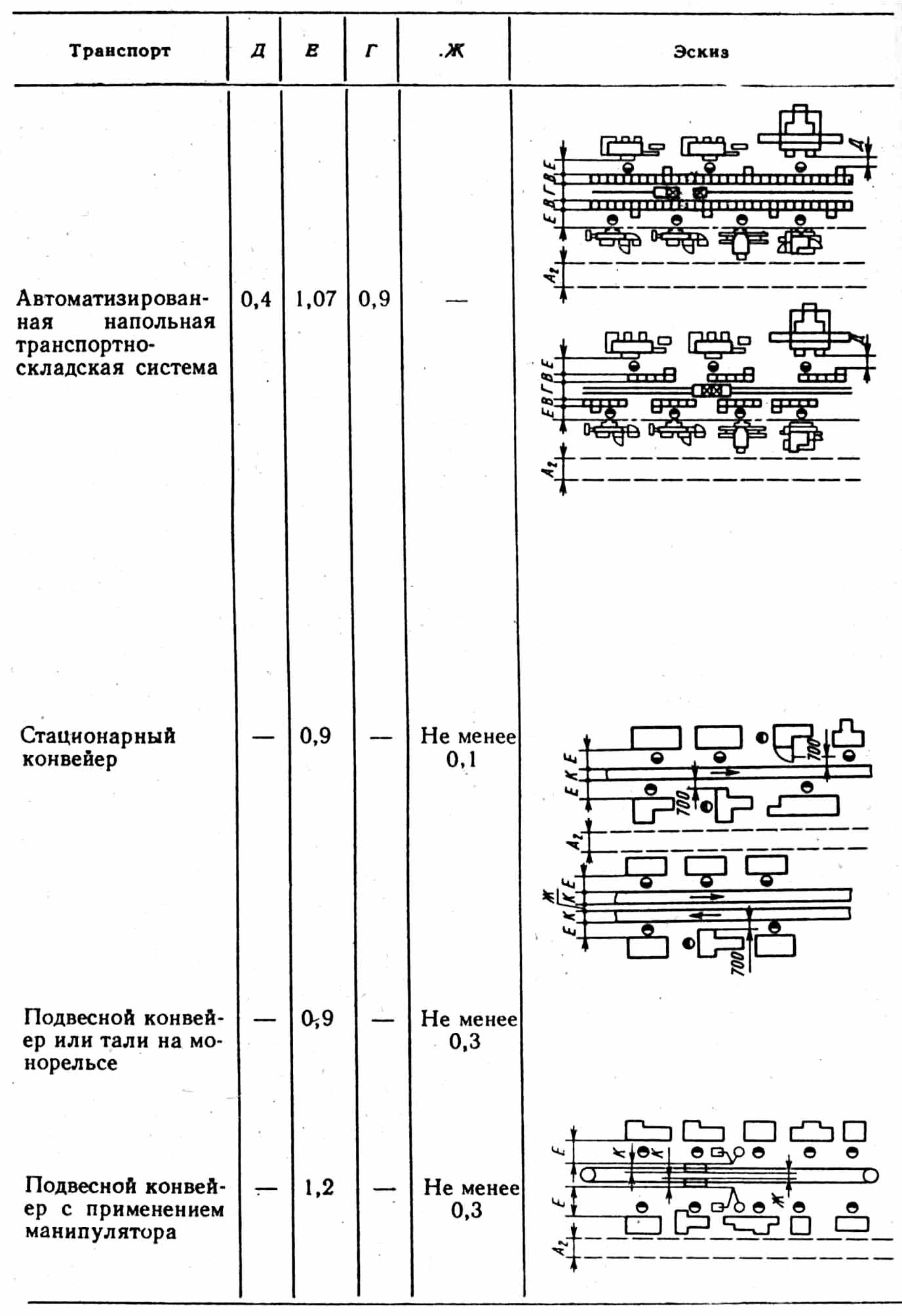
Примечание. А2=1400 мм; В=670 мм; размеры К транспортного средства – по габаритам заготовок. |
Таблица № 26