

2.1.2 Вільне і невільне різання
При дослідженні процесів стружкоутворення при різанні розрізняють вільне і невільне різання. При вільному різанні вплив режимів різання на усадку стружки значно менше нівелюється впливом інших параметрів. На рис. 2.2 наведені схеми вільного і невільного різання. Ці схеми є класичними і використовуються для експериментальних досліджень по цей час.
Схема рис. 2.2.а використовують для моделювання процесів силового різання при малих швидкостях робочого руху, схема рис. 2.2.в для процесів що повинні виконуватись з постійною швидкістю робочого руху, схема на рис. 2.2.д при вивченні впливу швидкості різання, бо при постійній частоті обертання зменшення діаметру зразка приводить до зменшення швидкості то при інших постійних умовах маємо можливість дослідити процес у певному діапазоні швидкостей.
При експериментальному дослідженні в умовах вільного різання виміри шару що зрізується можуть бути виконані досить точно. Так при струганні l1 це довжина заготовки а та b відповідно глибина різання t та подача s. При точінні товщина зрізаного шару а також відповідає глибині різання - t, а ширина b величині подачі за один оберт – s. То площа перетину шару що зрізується F може бути визначена за формулою
F = а × b = t × s.
При невільному різанні виміри шару що зрізується значно ускладнюються в наслідок значної кількості другорядних факторів що впливають на точність.
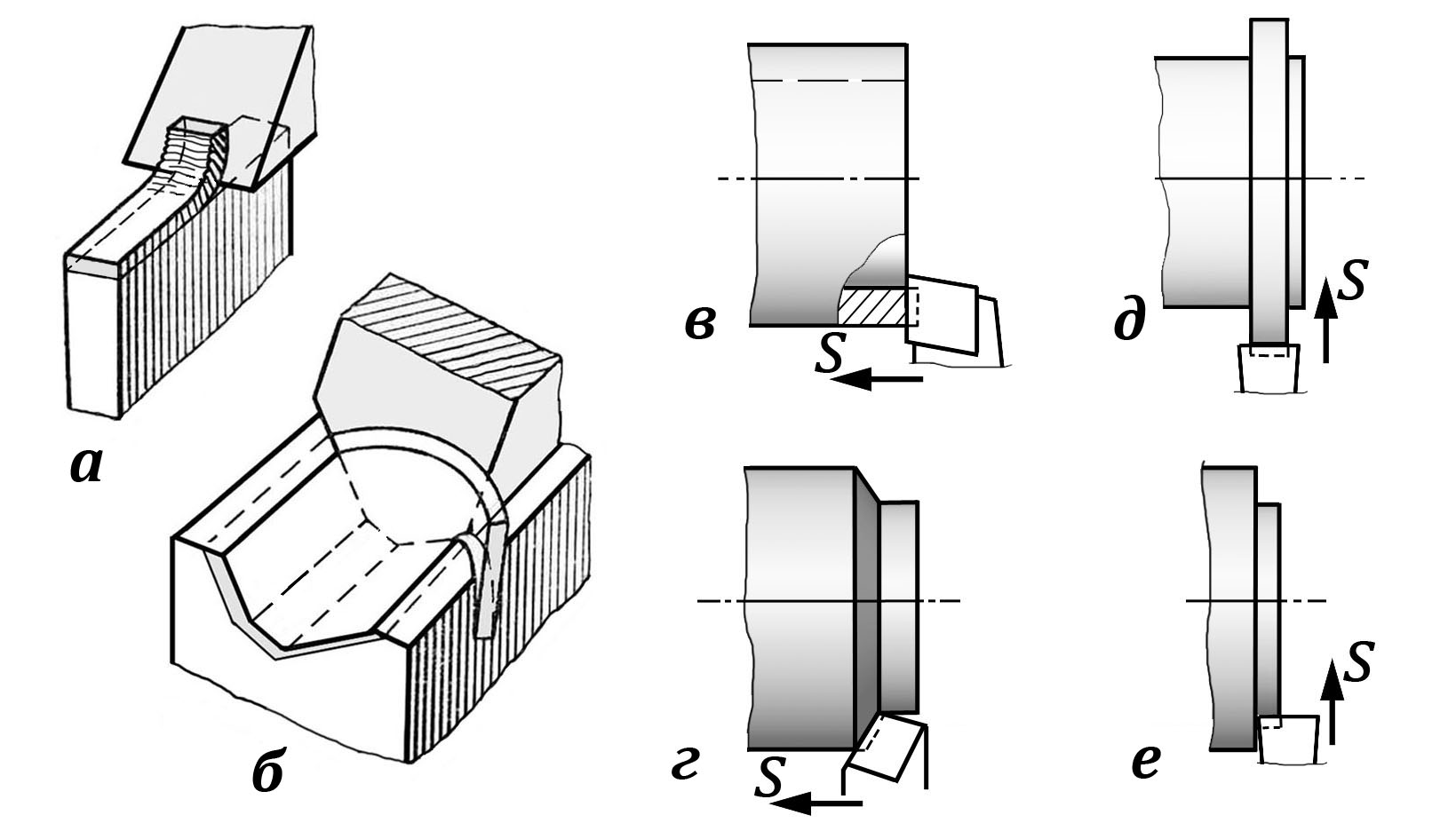
а – вільне різання, б – невільне різання при струганні; в – вільне різання, г – невільне різання при точінні з подовжньою подачею; д – вільне різання, е – невільне різання при точінні з поперечною подачею.
Рисунок - 2.2 Поняття вільного і невільного різання при струганні та точінні.
2.1.3 Види стружки та фактори що їх обумовлюють
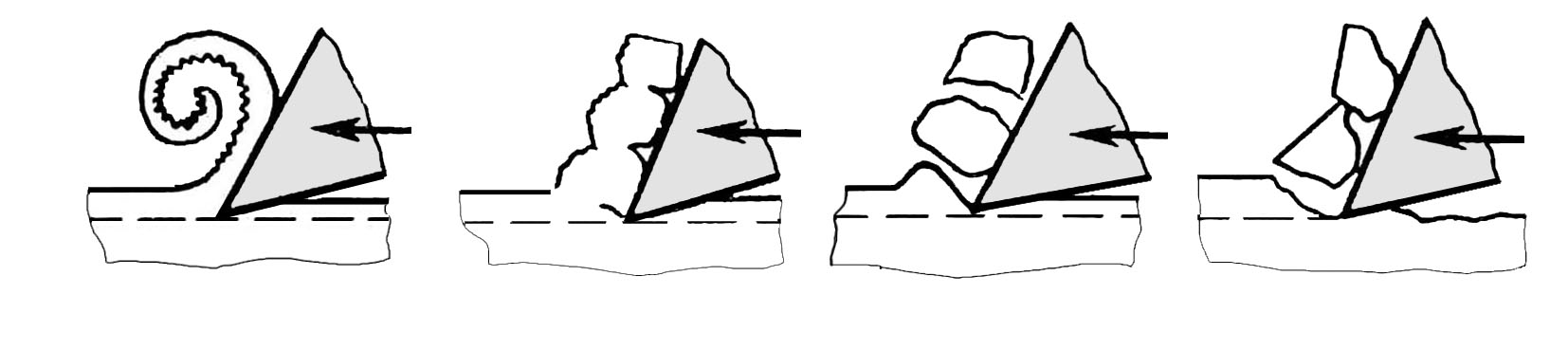
В зоні стружкоутворення виникають значні за величиною пружні і пластичні деформації розтягування, зсуву та стискання, завдяки яким деформований об'єм металу відділяється від заготовки. В залежності від фізико-механічних властивостей оброблюваного металу, елементів режиму різання і геометричних параметрів ріжучого інструмента при різанні утворюються різні види стружки.
а б в г
а – зливна стружка; б, в – стружка сколювання; г – стружка надлому.
Рис. 2.3 Схеми утворення стружки при різанні металів (по Тіме).
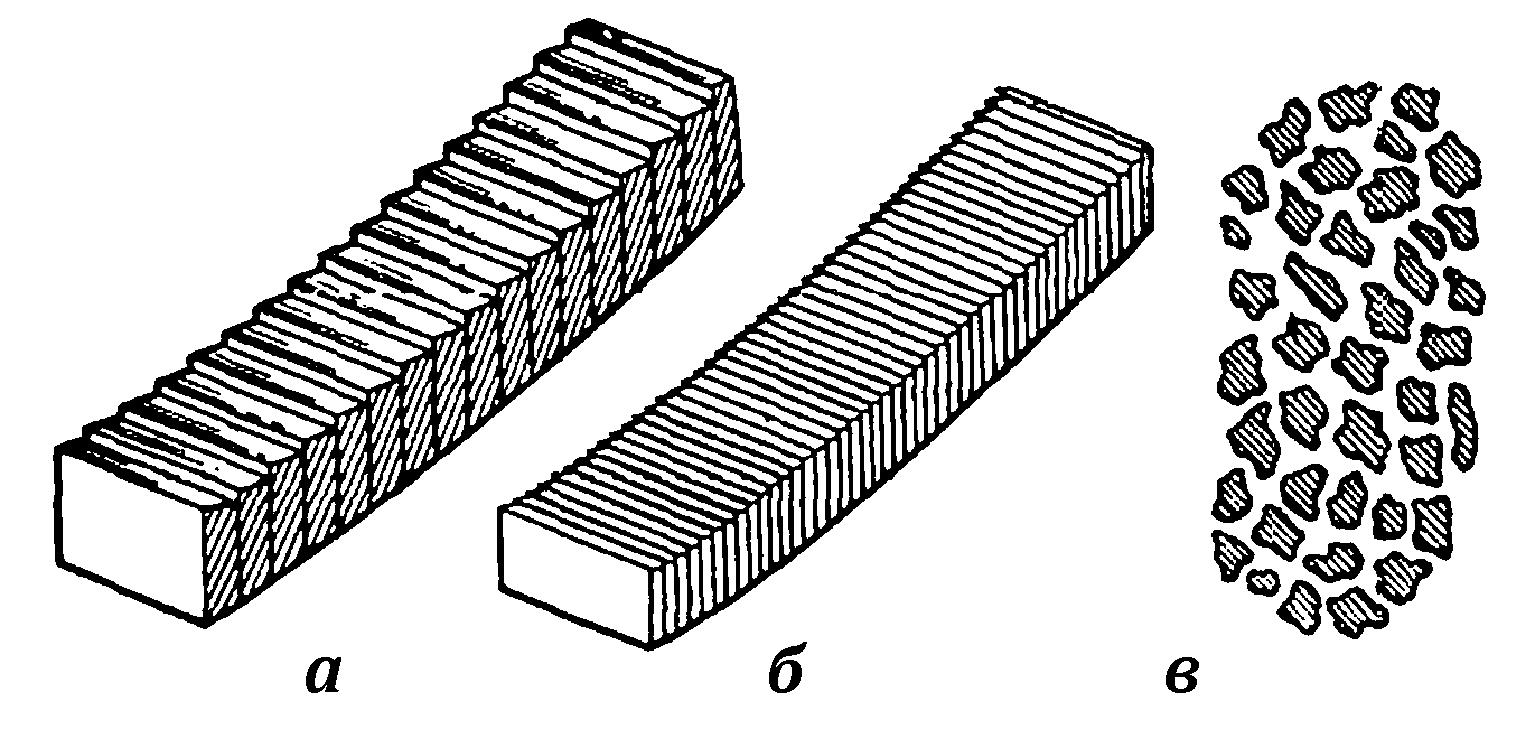
а – стружка сколювання; б – зливна стружка; в – стружка надлому.
Рис. 2.4 Зовнішній вигляд стружки
2.1.4 Вплив швидкості різання на характер стружкоутворення
При обробці сталі з невеликими швидкостями різання, з 0,5 + 2 м/хв., утворюється елементна стружка, яка складається із елементів певної геометричної форми, близької до трапеції чи трикутника має вигляд близький до рис. 2.4а. При підвищенні швидкості різання до 5 ÷ 15 м/хв. вигляд стружки змінюється, а при подальшім зростанні швидкості різання стружка стає безперервною стрічкою, на якій важко виділити окремі елементи рис. 2.4б.
При різанні крихких металів (чавун, бронза) з невеликими швидкостями різання виникають головним чином пружні деформації, в результаті яких метал руйнується. При цьому метал виривається різцем у вигляді окремих елементів невизначеної форми рис. 2.4в, оброблена поверхня має ритвини характерні для крихкого руйнування – стружка надлому.