

1.1.3 Координатні площини
Робоча площина PS - утворена напрямками подачі і головного робочого руху. При поздовжному рухові подачі в робочій площині знаходяться головний робочий рух різання Dr та руху подачі DS що утворюють між собою напрямок результуюччий рух D. Між напрямками головного руху і результуючого руху різання визначають кут η який є головним при визначенні поняття статичної та дінамічної системи координат. Між напрямками головного руху і рухом подачі визначають кут μ. Ці кути повязані залежністю: μ+ η =90°.
Основна площина PV в узагальненому визначенні — це координатна площина, проведена через розглянуту точку ріжучої кромки перпендикулярно до напрямку швидкості головного або результуючого руху різання в цій точці. В статичній системі координат основна площина співпадає з напрямком подачі DS і перпендикулярна до робочої площини PS.
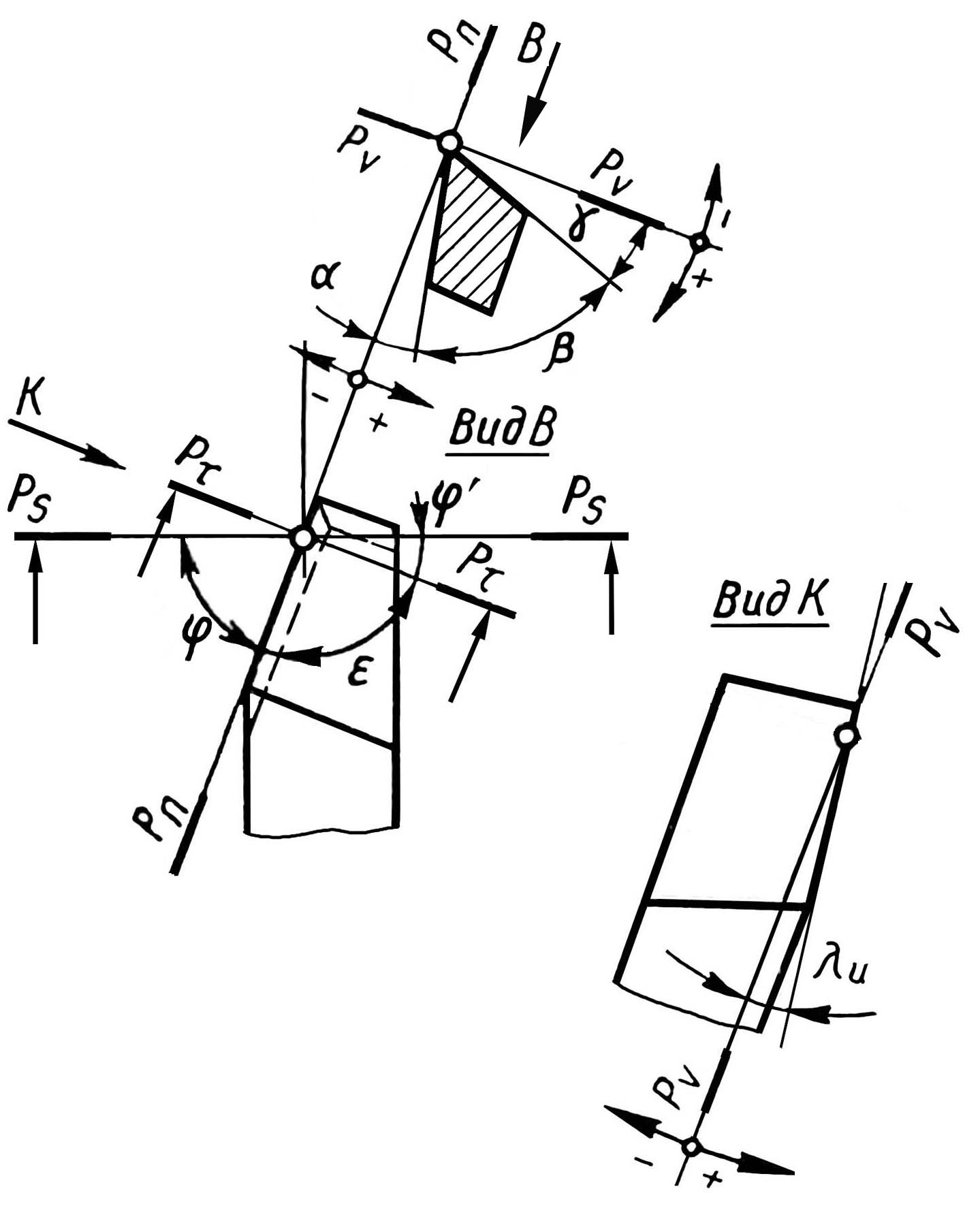
Рисунок - 1.3.Січні площини для визначення кутових параметрів різця згідно з ГОСТ 25762-83
Площина різання Pn (рис. 1.3) — координатна площина, дотична до ріжучої кромки в розглянутій точці й перпендикулярна до основної площини.
Головна січна площина Рτ (рис. 1.3) — координатна площина, перпендикулярна до лінії перетину основної площини й площини різання.
Нормальна січна площина РН (рис. 1.3) — площина, перпендикулярна до ріжучої кромки в розглянутій точці.
1.1.4 Основні схеми точіння
В залежності від задачі використовують різні варіанти обробки і різні типи різців. На рис.1.4 наведені приклади визначення головного напрямку робочого руху, подачі та головного кута в плані при основних схемах точіння.
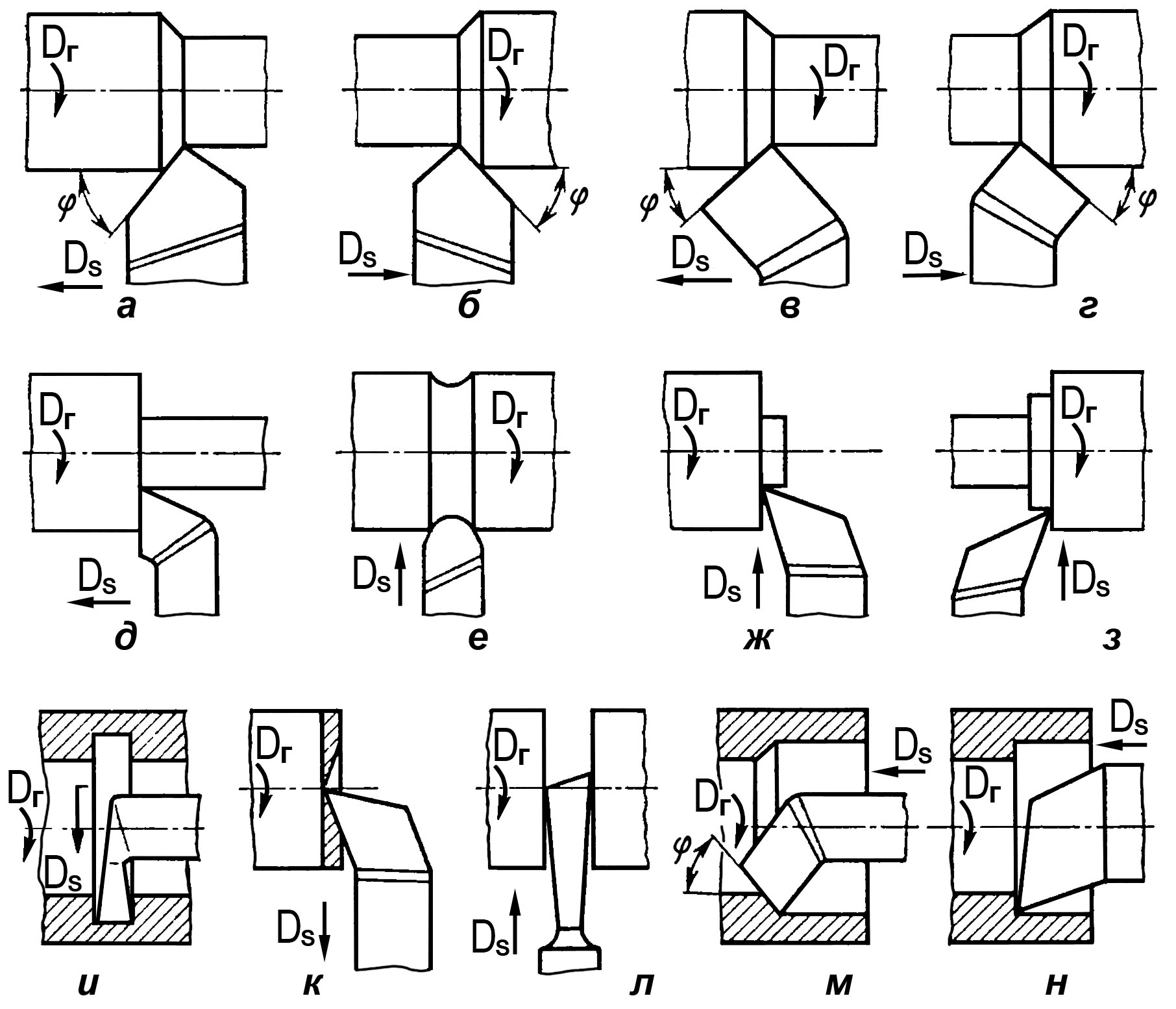
Поздовжнє точіння зовнішньої циліндричної поверхні прямим прохідним різцем а – правим, б – лівим; відігнутим прохідним різцем: в - правим, г – лівим; д – точіння відігнутим правим прохідним упорним різцем; точіння з радіальною подачею: е – канавочним зовнішнім, ж – підрізним правим, з – підрізним лівим, и – канавочним внутрішнім, к – підрізним правим з врізанням, л – відрізним; розточування: м – прохідного і н – глухого отворів.
Рисунок - 1.4. Схеми обробки при точінні та позначення на них DS, Dr, φ.
1.1.5 Кутові параметри токарного прохідного різця.
Головні кути вимірюють в головній січній площині, до них відносяться (рис.1.4):
γ - передній кут - кут проміж передньою поверхнею Аγ і основною площиною PV, яка проходить через головну ріжучу кромку (переріз по головній січній площині Рτ - Рτ). Передній кут γ змінюється в межах: -10 ÷ +30°; при чистовому точінні 7÷30°. Величина переднього кута γ впливає на силу різання та на міцність ріжучої кромки. При мінусових та малих значеннях γ - стружка круто згинається, що збільшує опір різанню та викликає вібрацію і погіршення якості обробки, при зростанні γ схід стружки полегшується, процес різання нормалізується, але міцність робочого клина різця знижується. Різці з мінусовими значеннями переднього кута γ застосовують на потужних верстатах для обдирання припуску переривчастих поверхонь та виконання інших робіт з різкою зміною сили різання. Перевага таких різців полягає в тому, що удари сприймаються не ріжучою кромкою, а передньою поверхнею, яка на деяку відстань випереджує ріжучу кромку, захищаючи її від ударних навантажень. Поряд з цим міцність робочого клина різця зростає за рахунок збільшення куту загострення β;
α - головний задній кут - кут проміж головною задньою поверхнею Аγ і площиною різання Pn яка проходить через головну ріжучу кромку (переріз по головній січній площині Рτ - Рτ). Задній кут α змінюється в межах від 6° до 12°. При малому значенні заднього α кута зростає вірогідність того, що головна задня поверхня різця буде тертися по поверхні різання. При великому значенні α міцність робочого клина різця значно знижується за рахунок зменшення куту загострення β;
α' - допоміжний задній кут - кут проміж допоміжною задньою поверхнею і площиною, перпендикулярною до основної площини;
β - кут загострення - кут проміж дотичною до передньої та головною задньою поверхнями (переріз по головній січній площині Рτ - Рτ );
δ - кут різання - кут проміж дотичною до передньої поверхні і площиною різання;
λ - кут нахилу головної ріжучої кромки (рис.1.4, вид К), який вимірюють в площині різання проміж головною ріжучою кромкою і нормаллю до вектора швидкості різання. Кут нахилу головної ріжучої кромки λ вважається плюсовим, якщо вершина різця є найнижчою точкою ріжучої кромки (рис.1.4, вид К), мінусовим, коли вершина — найвища точка ріжучої кромки, і рівним нулю, якщо ріжуча кромка паралельна основної площини. При нульовому або плюсовому значенні кута λ стружка сходить у напрямку, зворотному подачі. Плюсове значення кута λ зміцнює лезо й притаманне для чорнових різців, коли не пред'являється високих вимог до якості обробленої поверхні. У різців з мінусовим значенням кута λ стружка сходить у напрямку подачі, тобто випереджає різець. При цьому вершина різця гостра й менш міцна і тому застосовуються для чистової обробки, коли зрізується стружка малого перетину, і пред'являються високі вимоги до якості обробленої поверхні.;
φ - головний кут різця в плані (рис.1.4, вид В) - кут проміж проекцією головної ріжучої кромки на основну площину і напрямок подачі;
φ' - допоміжний кут різця в плані (рис.1.4, вид В) - кут проміж проекцією допоміжної ріжучої кромки на основну площину і напрямком подачі;
ε - кут при вершині в плані (рис. 1.4, вид В) - кут проміж проекціями головної і допоміжної ріжучих кромок на основну площину Кут при вершині в плані ε (рис.1.4, вид В) розраховується за співвідношенням:
ε = 180° – ( φ + φ') (1.1)
з якого слідує: чим менша сума φ + φ' тим міцніше лезо та сприятливіші умови для відводу тепла.
Геометричні параметри всякого ріжучого інструменту (фрез, зенкерів, свердел та ін.) визначаються аналогічно наведеному , як і для прохідних різців.
Практично, при точінні величини кутів φ, φ', λ приймаються згідно з таблицею 1.
Таблиця 1.1 - Значення кутів для токарних прохідних і розточних різців
Значення головного кута різця в плані φ° |
||
Точіння: |
чистове з малою глибиною різання |
Менш 30° |
с малими глибинами різання при підвищеній жорсткості системи ВПІД |
30° |
|
при недостатній жорсткості системи ВПІД і розточуванні сталевих заготовок |
60° |
|
Розточування при недостатній жорсткості системи ВПІД |
70÷75° |
|
Точіння в умовах підвищеної жорсткості системи ВПІД |
45° |
|
Підрізання, відрізання, обробка в упор в умовах недостатньої жорсткості системи ВПІД |
90° |
|
Відрізання заготовок без бобишок |
80° |
|
Значення допоміжного кута різця в плані φ'° |
||
Точіння: |
чистове |
5÷10° |
чорнове |
10÷15° |
|
Чистове розточування |
15÷20° |
|
Обробка широким різцем або різцем з додатковим лезом |
0° |
|
Підрізання й відрізання |
1-2° |
|
Обробка відігнутими різцями |
30÷45° |
|
Значення кута нахилу ріжучої кромки λ° |
||
Точіння переривчастих поверхонь |
12÷15° |
|
Чорнове точіння й розточування: |
чавунів |
10° |
конструкційних сталей |
0-5° |
|
Точіння й розточування жароміцних сталей і сплавів |
0° |
|
Чистове точіння й розточування |
- 2 ÷ - 4° |
|