

1.2 Обробка зовнішніх циліндричних поверхонь.
Для обробки зовнішньої циліндричної поверхні необхідно:
1) в патрон встановити деталь, затиснути її патронним ключем (зусиллям на кінці важеля близько 200Н);
2) в паз у різцетримачі встановити різець і закріпити починаючи з середнього болта, поворотом головки різцетримача розташувати різець відносно заготовки в робоче положення і закріпити її;
3) важелями коробки швидкостей встановити частоту обертання шпинделя верстата;
4) рукоятками управління механізмом подачі встановити подачу для переміщення супорта верстата;
5) перемикачем запустити верстат, рукояткою реверсування включити обертання шпинделя;
6) вручну, маховичками повздовжнього і поперечного переміщення супорту підвести різець до торкання з поверхнею що буде оброблятися;
7) маховичком повздовжнього переміщення супорту (вправо) відвести різець від деталі на декілька мм, лімб поперечного переміщення вивести на"0";
8) встановити глибину різання по лімбу маховичка поперечного переміщення супорту;
9) рукояткою подач включити подовжню подачу супорта і нею ж виключити по закінченні точіння; відвести супорт від деталі на себе маховичком поперечного переміщення супорту виключити муфту шпинделя важелем реверсування та вимкнути двигун;
10) перевірити отримані розміри деталі;
11) розкріпити та зняти деталь та різець після закінчення роботи, прибрати верстат від стружки та змастити направляючі переміщення супорту.
2.1 Основні органи управління поперечно-стругального верстата моделі 7е35 (рис. 2)
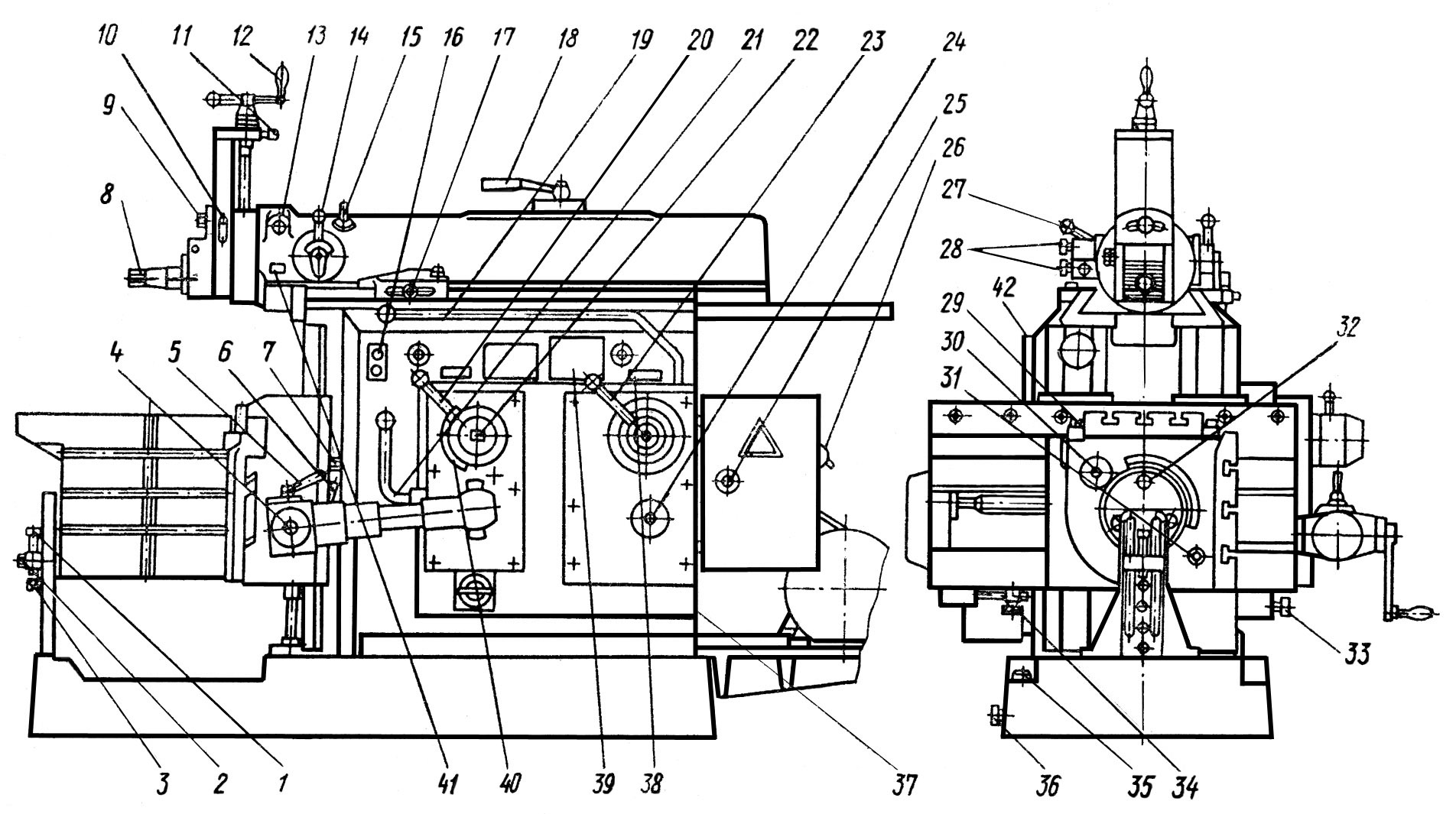
Рисунок - 2 Загальний вигляд поперечно-стругального верстата моделі 7Е35
Основні органи управління поперечно-стругального верстата моделі 7Е35:
1 - гвинт точного підпору стола; 2 - гайки кріплення стійки стола; 3 - упор стійки стола; 4 - хвостовик валу ручного переміщення стола; 5 - рукоятка включення і реверсування механічного переміщення стола; 6 - рукоятка управління переміщенням стола; 7 - гайка кріплення поперечини на станині; 8 - гвинт кріплення різця; 9 - гайка кріплення поворотної дошки супорта; 10 - рукоятка затиску салазок супорта; 11 - гвинт підтиску ходового гвинта супорта; 12 - рукоятка переміщення салазок супорта; 13 - хвостовик вала кріплення супорта; 14 - рукоятка встановлення величини механічної подачі супорта; 15 – хвостовик вала перестановки повзуна; 16 - кнопкова станція вмикання електродвигуна головного приводу; 17 - гвинт кріплення упора механічної подачі супорта; 18 – рукоятка кріплення повзуна; 19 - рукоятка управління фрикційною муфтою головного привода (пуск і реверс повзуна); 20 - рукоятка установки величини механічної подачі стола; 21 - рукоятка включення прискореного переміщення стола; 22 - хвостовик вала зміни довжини хода повзуна; 23 - рукоятка встановлення ряду чисел подвійних ходів повзуна; 24 - хвостовик вала зубчастих коліс при перемиканні швидкості повзуна; 25 - хвостовик вала замка електрошафи; 26 - автоматичний вимикач; 27 - рукоятка вмикання і вимикання механізму автоматичного відкидання ходу повзуна; 28 - гайки для регулювання сили підтиску штанги; 29 - гайка кріплення нахиленого столу; 30 - хвостовик вала повороту нахильного стола в площині, паралельній ходу стола; 31 - хвостовик вала повороту стола в площині перпендикулярній до хода повзуна; 32 – гайки кріплення поворотного столу; 33 - рукоятки очищення пластинчатого фільтра; 34 – упори переміщення стола в горизонтальному напрямі на заданий розмір; 35 – гайка анкерного болта.