

4.2 Обладнання, прилади, Облаштунки
1. Токарно-гвинторізний верстат мод. 1K62.
2. Різець вимірювальний тензометричний збірний РВТ-3 з комплектом підсилювальної та реєструючої апаратури.
3. Циліндрична заготовка з чавуну СЧ21.
4. Вимірювальний мікроскоп, мікрометри 50-75мм та75-100мм, штангенциркуль секундомір.
5. Ріжучі пластини зі сталі 95Х18.
4.3 Охорона праці і техніка безпеки
Джерелами підвищеної небезпеки при роботі на токарно-гвинторізних верстатах у першу чергу є обертові частини і стружка. Не слід заходити з задньої сторони верстату та нехтувати запобіжними пристроями, передбаченими конструкєю верстата. Заготовку слід надійно закріплювати в патроні або центрах верстата. Вся робота на токарному верстаті і приладах проводиться навчальним майстром чи викладачем, який проводить заняття. Студентам відводиться роль фіксування результатів дослідів і проведення вимірів вимірювальним інструментом.
4.4 Порядок виконання роботи
Дослід 1
1. Вивчити устрій різця вимірювального тензометричного збірного РВТ-3 та порядок наладок верстата. Встановити різальну пластину з сталі Р6М5 або 95Х18. Сфотографувавши заздалегідь задню поверхню леза.
2. Скласти план експерименту (див. табл. 5.1) занести до таблиці вихідні дані глибини різання, подачі та швидкості. За постійні показники в інших дослідах призначати середній з трьох змінних в даному досліді.
3 В роботі зразком є вал із проточками (рис. 5.6). Глибина проточок 4-6 мм D = 60÷80мм, матеріал чавун СЧ-21. Кількість проточок відповідає кількості запланованих замірів. При необхідності прохід повторюється з перезаміром діаметра і глибини різання.
L – загальна довжина валу; D – початковий діаметр; δ – ширина проточки; d– діаметр проточки; l – довжина робочої частини.
Рисунок 4.6 – Вал з проточками
4. Згідно з планом встановити необхідні глибину різання швидкість і подачу, провести точіння заготовки проводячи замір зусилля різання на кожному гребні, заносячи показання мілівольтметра, в відповідні графи таблиці, після закінчення точіння уточнити задані значення глибини різання вимірами по D1 на кожному гребні.
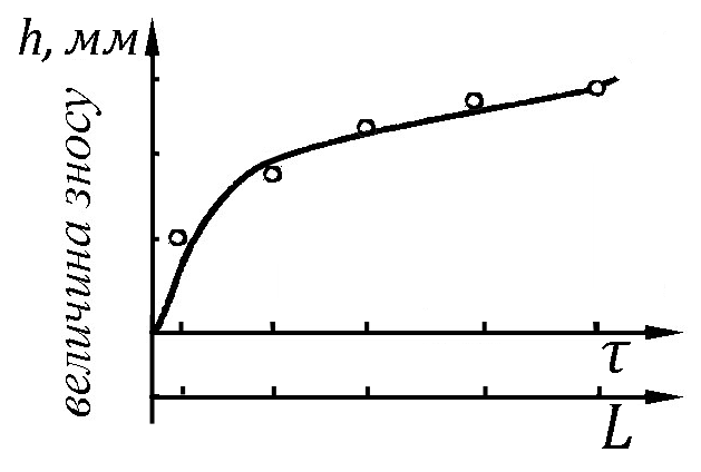
5. При виході на чергову проточку знімати ріжучу пластину з різця і вимірювати висоту зносу по заднім поверхням h, фотографуючи стан ріжучої кромки. Встановити пластину тією ж гранню на місце і продовжити точіння.
7. При проточуванні всієї заготовки зробити на менше двох зупинок для параметризації процесу зношення, також провести заміри по закінченню точіння. Результати вимірювань для всіх дослідів занести в табл. 4.1.
Таблиця 4.1 – Дані для визначення зносу різця
№ |
Режими різання |
Сила різання, Н |
Примітки |
||||||||
, мм |
s |
v, м/хв |
τ, хв |
Li= v·τ, м |
h, мм |
показання приладу, mV |
Перерахунок, Н |
||||
D |
D1 |
t |
|||||||||
0 |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
8. За допомогою мікрометра виміряти на кожному гребні по обробленій поверхні D1, перерахувати дійсне значення t для кожного заміру щоб при побудові графіку врахувати зміну зусилля різання від зміни t.
9. Згідно до тарувального графіку (рис 3.9) результати виміру сили різання в mV перевести в значення Н.
10. За отриманими значеннями побудувати графіки залежності:
h = f (L, τ); PZ = f (h).
4.5 Зміст звіту
1 Назва і мета лабораторної роботи.
2 Основні відомості щодо процесу стружкоутворення.
3 Необхідні ескізи та пояснення для визначення геометричних параметрів елементів стружки.
4 Таблиця результатів дослідів, та розрахунків.
5 Графіки залежності коефіцієнта усадки від елементів процесу різання.
6 Аналіз отриманих результатів та висновки.