

3.1.3 Конструкція та принцип роботи рвт-з
В межах лабораторної роботи для виміру сили різання PZ використовується і різець вимірювальний тензометричний збірний РВТ-З. (рис. 3.4) Конструкція РВТ-З дає можливість вимірювати силу різання тензометричним методом. Для цього використовується система стрижнів та важелів, що передає зусилля з ріжучої частини різця на вимірювальний елемент.
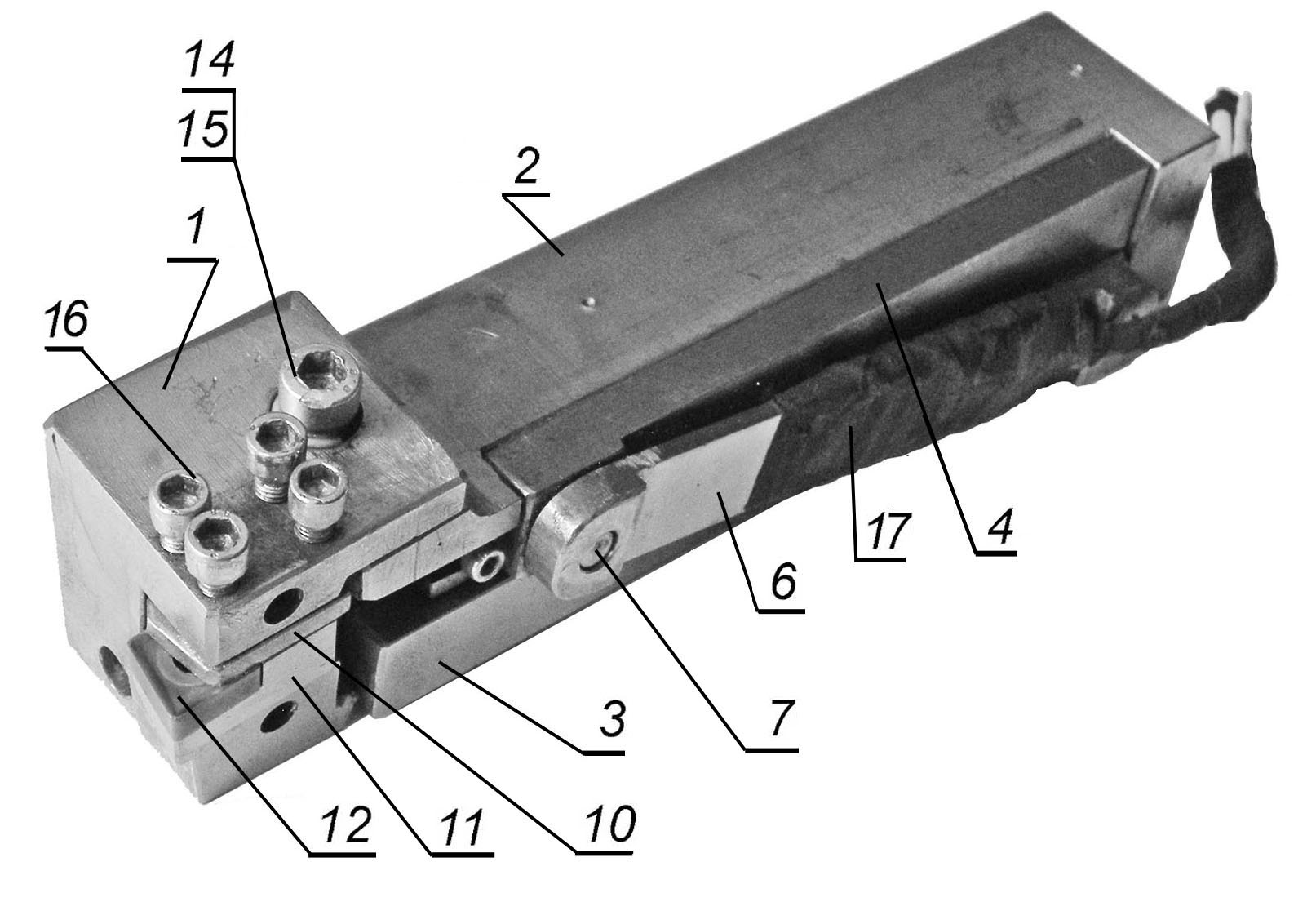
1 – головка; 2 – корпус; 3 – нижня планка; 4 – верхня планка; 6 – планка тензодатчика; 7 – осі; 8 – болт М3; 10 – прокладка верхня; 11 – прокладка нижня; 12 – ріжуча пластина; 13 – опорні кульки; 14 – пружинна шайба; 15 – притискний болт; 16 – болти кріплення ріжучої пластини;
17 – тензодатчики в захисній оболонці.
Рисунок - 3.4 Зовнішній вид та основні частини РВТ-З
Різець складається з: головки 1 та корпусу 2. На корпусі закріплюється: верхня планка 4 двома основними 5 та одним допоміжним 8 болтами; нижче неї знаходиться нижня планка 3; в отворах верхньої та нижньої планок запресовані осі 7; На осі 7 надівається своїми отворами планка тензодатчика 6.
Головка опирається на три кульки: дві опорні 13 на корпусі різця і одна натискна 9 впирається у лунку нижньої планки. За допомогою пружинної шайби 14 і притискного болта 15 утримується нижня планка і планка тензодатчика та здійснюється попередній натяг системи, в результаті чого «вибираються» люфти, а елементи механічного ланцюга притискаються однин до одного, що необхідно для якісної роботи системи. Різальна пластина 12 затискається гвинтами 16 між верхньою 10 та нижньою 11 прокладками. Під дією притискного болта 15 головка намагається обертатись навколо верхніх кульок і тим самим упирається на нижню планку. Нижня планка зазнає стискання і натягує розташовану на осях планку тензодатчика. Верхня планка жорстко закріплена і утримує свою вісь в нерухомому стані. Тензометрична планка, приєднана до верхньої і до нижньої планки, зазнає деформації розтягання. Площа поперечного перетину планки тензодатчика значно менша, ніж площа перетину планок, то в ній виникають значні напруження та деформації. На тензометричній балці з обох боків наклеєні тензодатчики 17. Напруження в балці пропорційні навантаженню від попереднього натягу болтом 15 і створеною силою різання . Сила попереднього натягу впливає на чутливість кінематичної системи тому встановлюється безпосередньо перед точінням в залежності від очікуваного навантаження.
Теоретичні розрахунки виконуються згідно схеми рис.3.5.
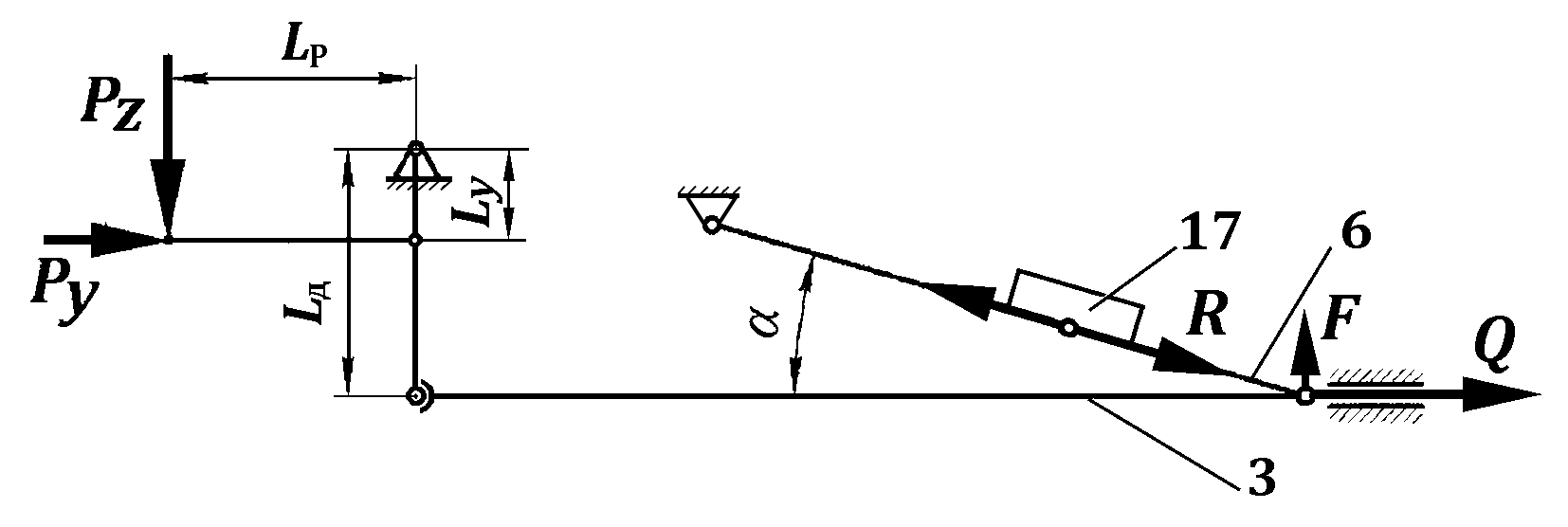
Рисунок - 3.5 Кінематична схема розрахунку зусилля різання.
Експериментально зусилля що сприймає ріжуча пластина при точінні визначаються попереднім таруванням за допомогою консольного важеля рис. 3.6 що встановлюється в отвір головки різця.
|
|
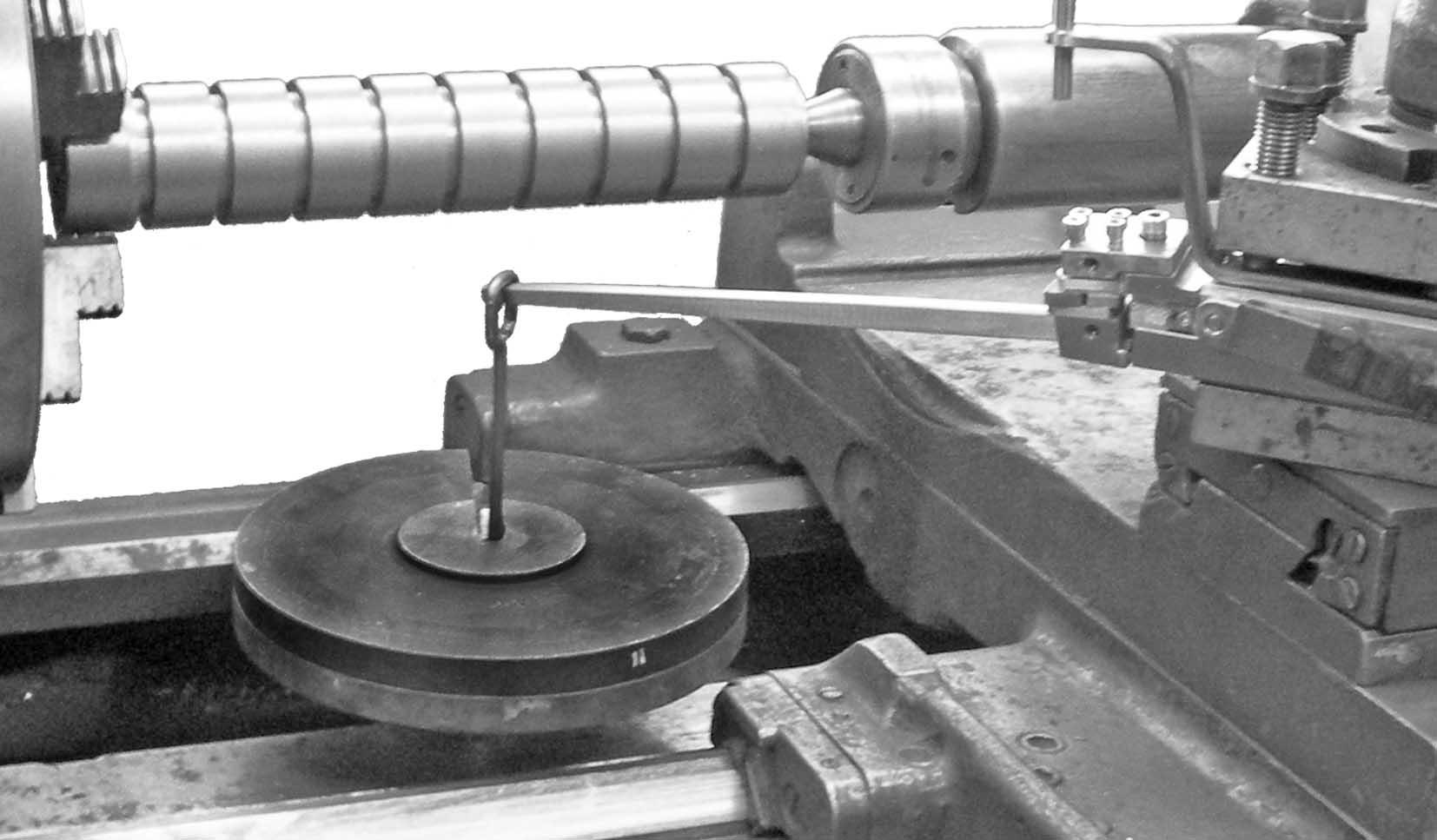
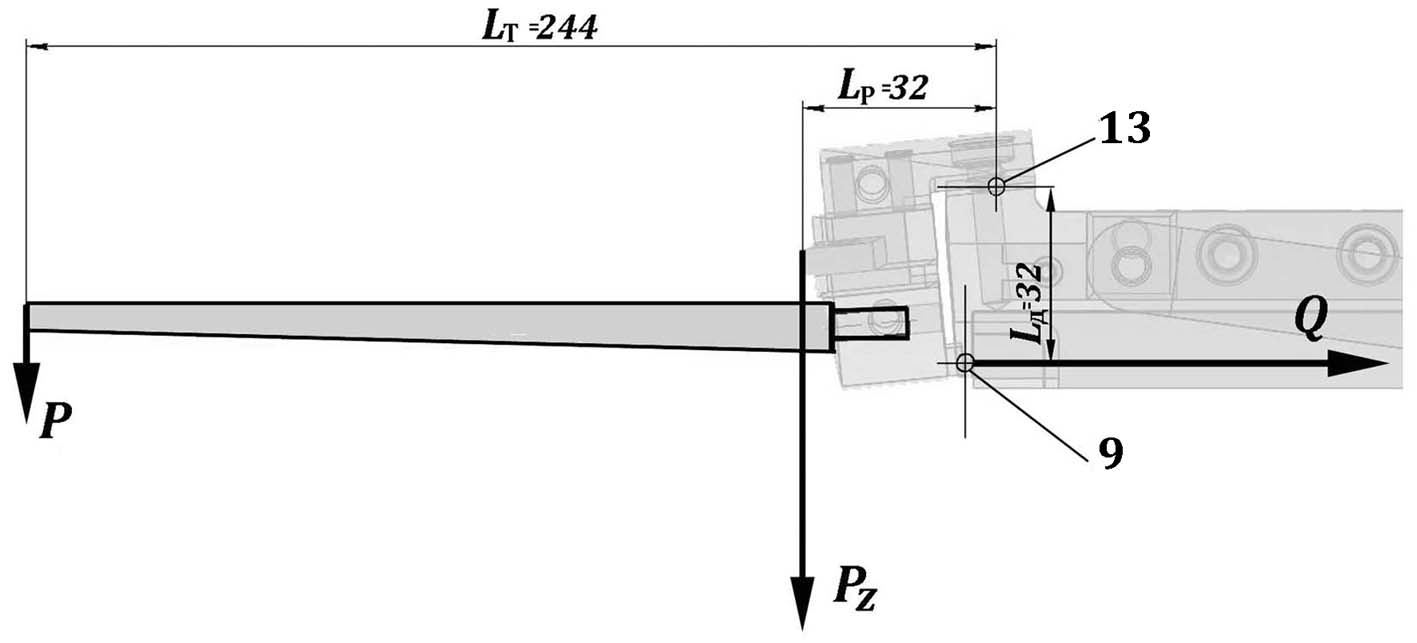
Рисунок - 3.6 Фото і кінематична схема тарування тензодатчика.
Зусилля Q що через опірну кульку передається на нижню планку сприймає планка тензодатчика і відповідає пропорції
![]() (3.2)
(3.2)
Таким чином зусилля на датчику
 (3.3)
(3.3)
Ввівши числові дані отримуємо тарувальну залежність
Враховуючи, що α=15º, розрахуємо зусилля на тензодатчику:
Як видно, зусилля на тензодатчику пропорційне прикладеному до важеля або до вершини різця зусиллю.
Далі напруження що створені силою Q (рис 3.6) сприймаються тензодатчиком перетворюються в електричний сигнал через посилювач УТ-1(рис 3.7) подається на АЦП (аналого-цифровий перетворювач) вмонтований в мультиметр задіяний в режимі мілівольтметра. Цифрований сигнал реєструється ПК спеціальною програмою до АЦП. Записані дані обробляються в Excel або в Mat CAD.
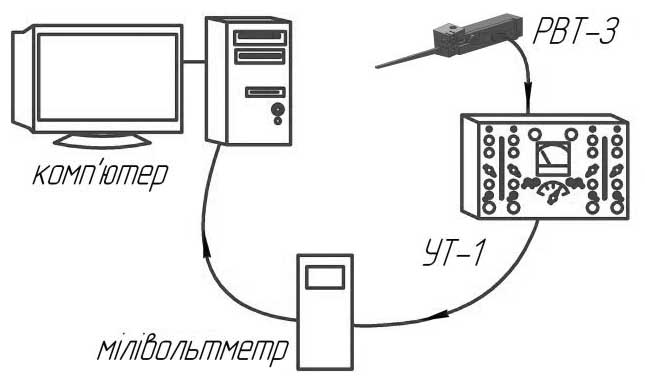
Рисунок - 3.7 Блок-схема дослідної установки для вимірювання сили різання
Після математичної обробки отримуємо дані для побудови тарувального графіка. При певних наладках посилювача УТ-1, і точного встановлення попереднього натягу гвинтом 14 рис. 3.5 результати тарування співпадають в межах похибки вимірювання і для якісних експериментів можливо використовувати тарувальні графіки попередніх досліджень рис. 3.8.
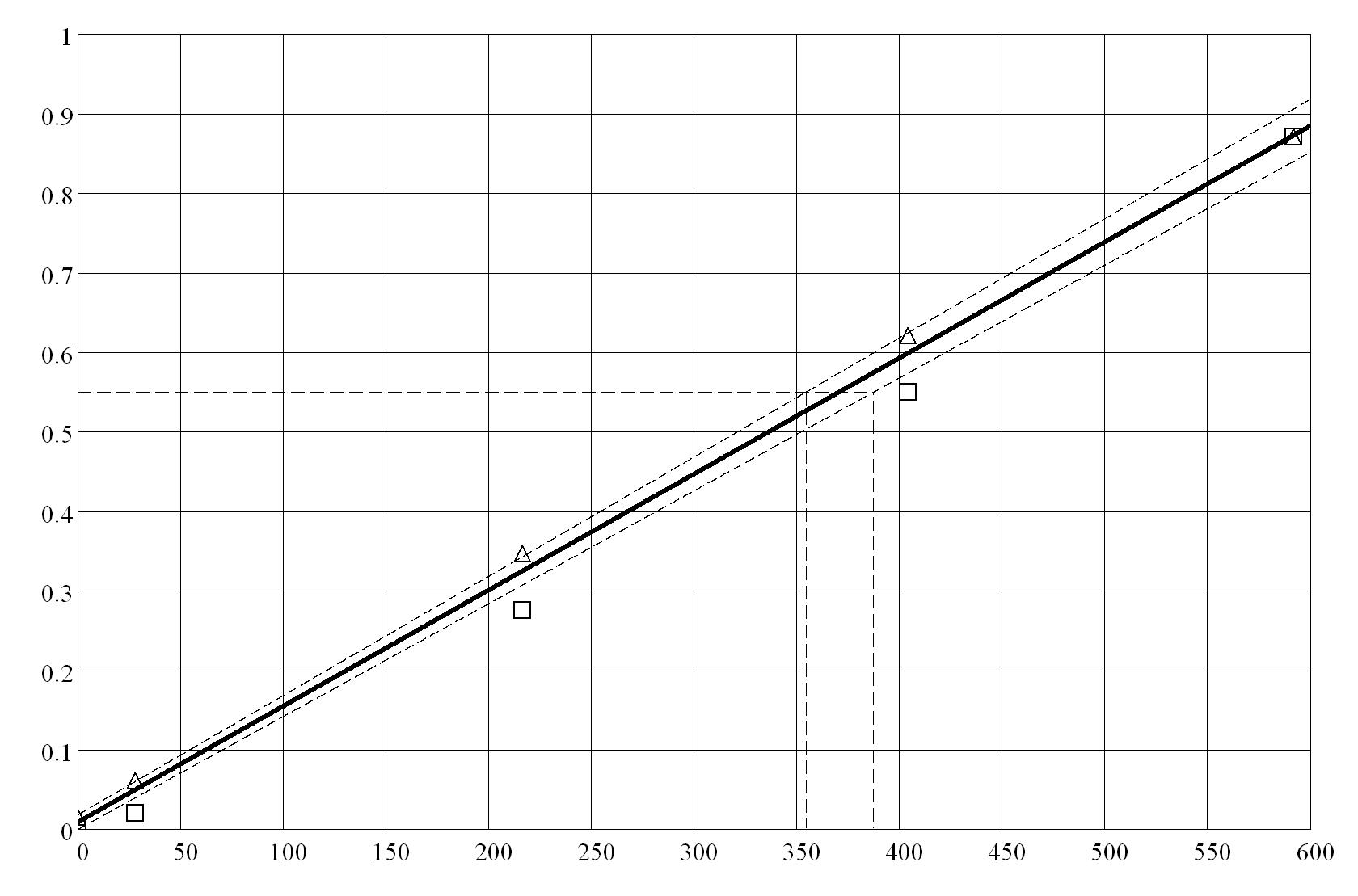
Рисунок - 3.8 Тарувальний графік для перерахунку сил різання з вольтів по вертивалі в Ньютони по горизонталі (0,07÷1V в 50÷600 Н).