

2.4 Методики досліджень
2.4.1 Методика експериментального вимірювання параметрів стружки
При встановленні коефіцієнту усадки стружки порівнюється довжина, ширина і товщина стружки з параметрами шару що зрізується. Параметри шару що зрізується (a,b,l) досить легко визначається по встановленим на верстаті подачі та глибині різання, перевіряється контрольною проточкою і заміром обробленої поверхні точними вимірювальними приладами. Параметри стружки визначити складніше, але для цього існує достатньо способів:
- метод безпосереднього вимірювання геометричних розмірів стружки: вимірювальним інструментом; метод "натягнутої нитки"; метод радіального шаблону та ін.;
- ваговий метод вимірювання об’єму стружки: диференціальним зважуванням по різниці в вазі при зважуванні на повітрі і в рідині виходячи з щільності матеріалу заготовки; прямого зважування і вимірюванні довжини фрагменту стружки з розрахунком площі перетину стружки по щільності матеріалу.
- металографічний метод: приготування поперечного та поздовжнього шліфа фрагменту стружки, фотографування і вимір їх розмірів по фотографії.
Детальний опис методик вимірювання наведений в додатку 3.
2.4.2 Методика виконання експериментальної частини
Дослід 1
Визначити характер стружкоутворення та вплив швидкості, глибини різання і подачі на коефіцієнт усадки стружки при повздовжньому точінні заготовок зі сталі 45 токарними прохідними різцями. В якості зразка використовуємо циліндричну заготовку з проточками (рис 2.7).
- Виконуємо настроювання токарного верстату згідно правил стор. 3 пункти 1.1.1 ÷1.1.4;
- Точіння за заданими режимами різання виконуємо згідно правил стор. 3 пункти 1.1.5 ÷1.1.10 зупиняючись на проточках для зміни складових режиму різання, відбираючи з під кожної проточки зразки стружки для дослідження загортаючи їх в окремий аркуш паперу з позначенням режиму різання;
- Виходячи з параметрів стружки призначаємо методику дослідження усадки стружки.
Дослід 2
Описати характер стружкоутворення та визначити вплив геометрії ріжучої частини та товщини шару що зрізується при вільному різанні на коефіцієнт усадки стружки при обробці свинцевої або алюмінієвої заготовки на стругальному верстаті.
Вибираємо комплект широких прямих прохідних стругальних різців. Для дослідів знадобляться два різця з різними передніми кутами.
В якості зразка використовуємо пластину
з алюмінію 100×150×4 мм, або свинцеву
пластину 100×150×10 мм. Для спостережень
деформованого шару одну з бокових сторін
пластини шліфуємо, поліруємо і розліновуємо
растром або в лінію
![]() до напрямку робочого руху. Щоб запобігти
на бокових поверхнях утворення заусениць
що змінюють характер деформації бокової
поверхні заготовки зразкову пластину
складаємо в пару з протекторною пластиною
яка по поверхні контакту покривається
мастикою щоб не пошкодити поліровану
поверхню зразка. На рис 2.8 наведена схема
закріплення зразка що досліджується в
верстатних тисках стругального верстату.
до напрямку робочого руху. Щоб запобігти
на бокових поверхнях утворення заусениць
що змінюють характер деформації бокової
поверхні заготовки зразкову пластину
складаємо в пару з протекторною пластиною
яка по поверхні контакту покривається
мастикою щоб не пошкодити поліровану
поверхню зразка. На рис 2.8 наведена схема
закріплення зразка що досліджується в
верстатних тисках стругального верстату.
|
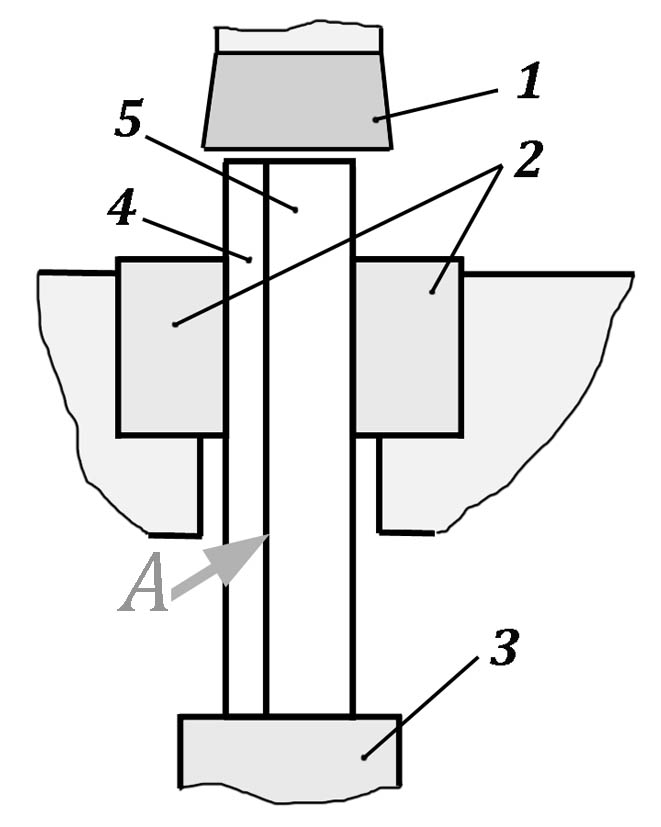
1 – стругальний різець; 2 – губки тисків; 3 – підкладка під зразок для жорсткості закріплення; 4 – протекторна пластина; 5 – пластина-зразок. А – поліромвана поверхня зразка.
Рисунок - 2.8 Схема закріплення зразків в верстатних тасках.
- Виконуємо налагоджування стругального верстату згідно Додатку 2 пункти 2.2.1 ÷2.2.10;
- Зрізуємо першим різцем по
дві стружки глибиною різання 0,14 мм, 0,2
мм, 0,28 мм та 0,4 мм. (крок змінення величини
вертикальної подачі може бути іншим,
але кратним
![]() або 2). Зміну подачі виконуємо нарощуванням,
для замірів беремо стружку з другого
проходу.
або 2). Зміну подачі виконуємо нарощуванням,
для замірів беремо стружку з другого
проходу.
- Розкріплюємо зразок, перевертаємо його другою поздовжньою гранню і знову закріплюємо згідно схеми рис.2.8.
- Замінюємо різець на наступний та повторюємо дослід з такими ж подачами, але подачу змінюємо на зменшення. Перед кожною зміною подачі виконуємо холостий прохід для виключання впливу ВПІД верстату на дійсну величину подачі.
- Розкріплюємо зразок, відокремлюємо протекторну пластину, обережно видаляємо залишки мастики розчинником, призначаємо методику вимірювання деформованого шару.
Дослід 3
- вплив радіусу округлення ріжучої кромки на глибину деформованого (наклепаного) шару при вільному різанні (дослід Тіме). Такий же експеримент як і дослід 3 але обмежуємось єдиною подачею 0,4 мм.
- Для дослідів знадобляться два різця з різним радіусом округлення ріжучої кромки r1 = 0,02 мм і r1 = 0,2 мм.
- Підготовка зразка аналогічно досліду 3.
- Виконуємо налагоджування стругального верстату згідно Додатку 2 пункти 2.2.1 ÷2.2.10;
- Зрізуємо першим різцем по дві стружки глибиною різання 0,4 мм.
- Розкріплюємо зразок, перевертаємо його другою поздовжньою гранню і знову закріплюємо згідно схеми рис.2.8.
- Замінюємо різець на наступний та повторюємо дослід з такою ж подачею.
- Розкріплюємо зразок, відокремлюємо протекторну пластину, обережно видаляємо залишки мастики розчинником, призначаємо методику вимірювання деформованого шару.