

6 Зміст звіту з виконання лабораторної роботи
Звіт з виконання лабораторної роботи має містити наступні пункти:
- титульний аркуш, оформлений відповідно до вимог додатку А і підписаний студентом;
- пункт "1. Мета лабораторної роботи";
- пункт "2. Короткий опис і технічні характеристики штангенциркулів ШЦ-1 і ШЦ-2", (приблизно 2…4 аркуша за обсягом);
- пункт "3. Креслення деталей та результати одиничних вимірювань їх розмірів ". В цьому пункті необхідно надати рисунки 1.18, 1.19 з кресленнями деталей і таблиці 1.1 і 1.2 з результатами одиничних вимірювань, вказаних на рисунках розмірів цих деталей;
- пункт "4. Розрахунки характеристик результатів вимірювань розмірів деталей". В цьому пункті необхідно надати всі розрахунки за п.п. 5.4.1 …5.4.9, що виконані студентом власноруч, а також заповнені таблиці 1.3 і 1.4 з результатами цих розрахунків. Якщо розрахунки виконані за допомогою комп’ютерної програми MatCad, то надається лістинг програми з необхідними коментарями на ньому, (приблизно 3…4 аркуша за обсягом);
- пункт "5. Результати вимірювань розмірів деталей та їх порівняння з розмірами зазначеними в робочих кресленнях деталей". В цьому пункті необхідно надати таблицю 1.6 з результатами вимірювань розмірів деталей та їх порівняння з розмірами зазначеними в робочих кресленнях деталей, а також всі необхідні пояснення щодо цього порівняння, (приблизно 2 аркуша за обсягом);
- пункт "6. Висновки з проведених вимірювань".
7 Контрольні запитання
7.1 Поясніть конструкцію і принцип дії штангенциркуля.
7.2 Поясніть технічні характеристики штангенциркулів ШЦ-1 і
ШЦ-2.
7.3 Яким чином здійснюється зчитування результатів вимірювань (спостережень) у штангенциркулів ШЦ-1 і ШЦ-2?
7.4 Яким чином і з якою метою здійснюється налагодження нульових положень у штангенциркуля ШЦ-2 перед вимірюванням? Чи можливо виконати таке налагодження у штангенциркуля ШЦ-2?
7.5 Назвіть основні правила роботи з штангенциркулем.
7.6 Як визначається сумарна основна похибка результату вимірювань в залежності від можливих співвідношень між складовими цієї похибки?
7.7 Яким чином основна похибка результату вимірювань залежить від заданої довірчої ймовірності і кількості вимірювань? Поясніть це фізично і на прикладах.
7.8 Питання підвищеної складності: вимірювання проводяться штангенциркулем ШЦ-2, у якого при щільно зведених між собою губках для зовнішніх вимірювань (нульове положення) не збігаються нульові штрихи штанги і ноніуса, а збігаються перший штрих ноніуса і другий штрих штанги. Яка (систематична, або випадкова) похибка при цьому вноситься в результати вимірювань, виконаних даним штангенциркулем, і яке числове значення цієї похибки?
8 Список рекомендованої літератури
1. Берков В.И. Технические измерения (альбом): Учеб. Пособие для СПТУ. – 4е изд. испр. и доп. – М.: Высшая школа 1988.-128с.
2. Кострицкий В.Г. Контрольно-измерительные инструменты и приборы в машиностроении: справочник - К.:Техника, 1986. – 135с.
3. Брянский Л.Н, Дойников А.С, Краткий справочник метролога: справочник. – М. Издательство стандартов, 1991. – 79с.
4. ДСТУ ГОСТ 166:2009 (ИСО 3599-76). Штангенциркули. Технические условия.
5. ДСТУ ГОСТ 8.113:2009. ГСИ. Штангенциркули. Методика поверки.
6. ДСТУ ГОСТ 8.207:2008. ГСИ. Прямые измерения с многократными наблюдениями. Методы обработки результатов наблюдений. Основные положения.
ЛАБОРАТОРНА РОБОТА №2
ВИМІРЮВАННЯ ВИСОКОТОЧНИХ РОЗМІРІВ ЧУТЛИВИХ ЕЛЕМЕНТІВ ДАТЧИКІВ МЕХАНІЧНИХ ВЕЛИЧИН МІКРОМЕТРИЧНИМ ІНСТРУМЕНТОМ
1 Мета роботи
1.1 Вивчити принцип дії, конструкції і метрологічні характеристики сучасних мікрометрів.
1.2 Вивчити правила виконання вимірювань мікрометрами і методику обробки результатів вимірювань.
1.3 Виконати вимірювання високоточних розмірів приладобудівних деталей мікрометром і обробити результати вимірювань. Порівняти результати вимірювань з розмірами, нанесеними на робочі креслення деталей.
2 Основні теоретичні відомості
У приладобудуванні та машинобудуванні для вимірювання з високою точністю розмірів найбільш відповідальних деталей застосовують мікрометричні інструменти загального призначення: мікрометри, мікрометричні глибиноміри і нутроміри.
[1, 2, 3].
2.1. Мікрометри типу МК
Мікрометри типу МК (ДСТУ ГОСТ 6507-90) призначені для зовнішніх вимірювань лінійних розмірів. Технічні характеристики мікрометрів типу МК 2-го класу точності (найбільш часто застосовуються у приладобудуванні) наведені в таблиці 2.1.
У машинобудуванні застосовують мікрометри типу МК з верхньою межею вимірювання (ВМВ) до 3000 мм.
Робоче переміщення вимірювального мікрометричного гвинта у всіх мікрометрах типу МК складає 25 мм.
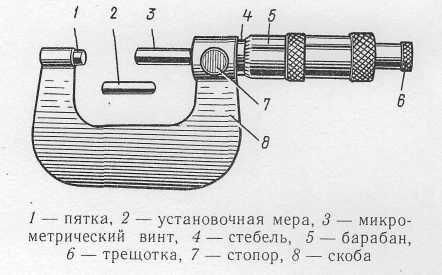
Конструкція мікрометрів типу МК показана на рис. 2.1.
Таблиця 2.1 - Технічні характеристики мікрометрів типу МК
Позначення |
Діапазон вимірювання, мм |
Ціна поділки
мм |
Межа допустимої похибки , мм |
Розмір установочної міри, мм |
Клас точності |
МК-25 |
0…25 |
0,01 |
±0,004 |
- |
2 |
МК-50 |
25…50 |
25 |
|||
МК-75 |
50…75 |
50 |
|||
МК-100 |
75…100 |
75 |

а) б)
Рисунок 2.1 - Мікрометри типу МК: 1 – п'ятка; 2 – установочна міра; 3 – мікрометричний гвинт; 4 - стебло; 5 - барабан; 6 - тріскачка; 7 - стопор;
8 - скоба.
До
мікрометрів з нижньою межею вимірювання
(НМВ) 25
![]() м
і більше додаються установочні міри
для перевірки нульового положення.
Мікрометри з ВМВ понад 300
м
мають змінну чи пересувну п'яту для
збільшення діапазону виміру до 100 мм.
м
і більше додаються установочні міри
для перевірки нульового положення.
Мікрометри з ВМВ понад 300
м
мають змінну чи пересувну п'яту для
збільшення діапазону виміру до 100 мм.
На рис. 2.2 показана сучасна удосконалена модель мікрометра типу МК 1-го класу точності виробництва підприємства "Мікротех" (м. Харків). В таблиці 2.2 наведені його технічні характеристики.
Допустиме вимірювальне зусилля у мікрометрів типу МК складає 5…10 Н і забезпечується спеціальним механізмом - тріскачкою. Конструкції тріскачок показані на рис. 2.3.

Рисунок 2.2 - Удосконалений мікрометр типу МК
Положення мікрометричного гвинта відносно скоби фіксується стопором. Конструкції стопорів показані на рис. 2.4.
Таблиця 2.2 - Технічні характеристики удосконаленого мікрометра типу МК
Позначення |
Діапазон вимірювання, мм |
Ціна поділки , мм |
Межа допустимої похибки , мм |
Розмір установочної міри, мм |
Клас точності |
МК-25 |
0…25 |
0,01 |
±0,002 |
- |
1 |
МК-50 |
25…50 |
±0,0025 |
25 |
||
МК-75 |
50…75 |
50 |
|||
МК-100 |
75…100 |
75 |

 а)
б)
а)
б)
Рисунок 2.3 - Конструкції тріскачок мікрометрів. А) тріскачка з торцевими зубами: 1 – штифт; 2 – пружина; 3 – храповик. Б) тріскачка з зубами на кільці: 1 – пружина; 2 – корпус; 3 – втулка шліцева; 4 - штифт
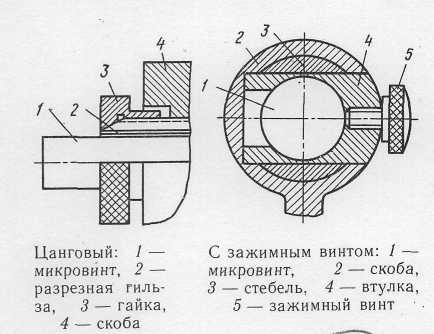
Рисунок 2.4 - Стопори мікрометрів
В мікрометричних інструментах використовується високоточна гвинтова пара - мікрометричний гвинт (рис. 2.5). Подовжнє переміщення гвинта пропорційне кроку різьби (0,5 мм) і куту повороту гвинта.
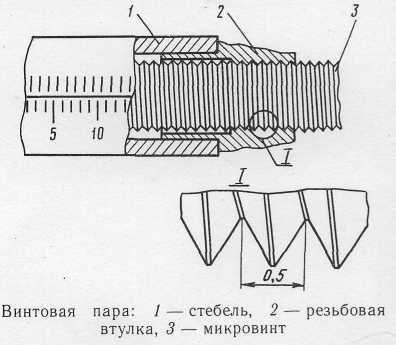
Рисунок 2.5 - Мікрометричний гвинт: 1 – стебло; 2 – втулка різьбова;
3 - мікрогвинт
Кут
повороту мікрометричного гвинта
відраховується по шкалі барабана (рис.
2.6). Барабан розділений по окружності
на 50 рівних частин. При повороті на одну
поділку барабана 1 мікрометричний гвинт
2, з'єднаний з барабаном, переміщується
вздовж осі на 1/50 кроку різьби, тобто на
величину
![]() ,
що є ціною поділки мікрометра.
,
що є ціною поділки мікрометра.

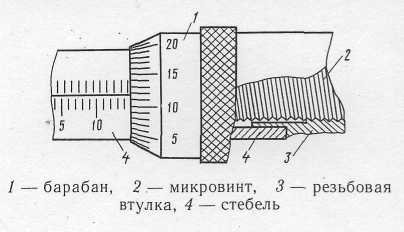
Рисунок 2.6 - Шкали мікрометра: 1 – шкала барабану; 2 – мікрогвинт; 3 - втулка різьбова; 4 – шкала стебла
У нульовому положенні мікрометра при стиканні вимірювальних поверхонь (губок) між собою нульовий штрих шкали барабана повинен збігатися з подовжнім штрихом шкали стебла, а скіс барабана повинен відкривати нульовий штрих шкали стебла (рис. 2.7).
Якщо це не виконується, то, перед початком вимірювань, необхідно
виконати установку мікрометра на нуль у такий спосіб: привести вимірювальні поверхні в стик одна з одною під зусиллям тріскачки; закріпити мікрогвинт стопором; роз'єднати барабан з мікрогвинтом; обертаючи барабан, сполучити нульовий штрих шкали барабана з подовжнім штрихом шкали стебла; закріпити барабан і перевірити нульове положення.
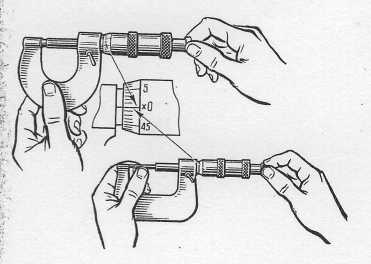
Рисунок 2.7 - Нульове положення мікрометра
Визначення
результату вимірювань мікрометром
здійснюється таким чином (рис.2.8). Ціле
число міліметрів і половину міліметра
відраховують краєм скосу барабана по
шкалі стебла. Соті частки міліметра
визначають множенням ціни поділки
мікрометра
![]() на порядковий номер штриха шкали
барабана, що співпадає з подовжнім
штрихом шкали стебла.
на порядковий номер штриха шкали
барабана, що співпадає з подовжнім
штрихом шкали стебла.
Результат одиничного вимірювання мікрометром типу МК записується наступним способом
![]() ,
,
![]() .
.
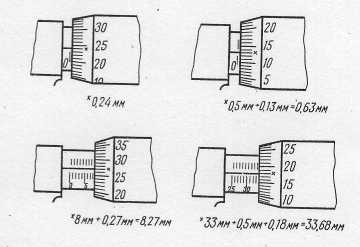
Рисунок 2.8 - Визначення результату вимірювань мікрометром