

5.4.3 Вимірювання профілю кулачка
Вимірювання профілю кулачка проводиться індикатором годинного типу з межею вимірювання 0–10 мм. і ціною поділки 0,01мм., закріпленим в індикаторну стійку. За допогою оптичної ділильної голівки (рисунок 5.3) повертають кулачок, що перевіряється, на задані кути.
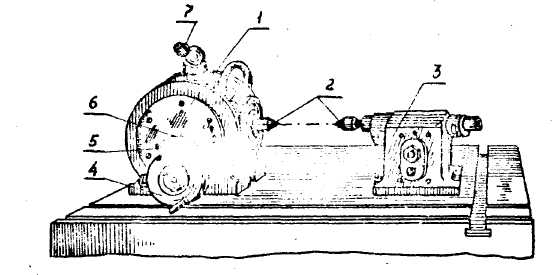
Рисунок 5.3 - Оптична ділильна голівка
При вимірюванні кулачок закріплюється в центрах 2 оптичної ділильної голівки і задньої бабки 3. Поворот шпинделя здійснюється за допомогою маховичка 4. Рукоятка 6 служить для стопоріння шпинделя. Для переходу голівки на холостий хід служить перемикач 5.
Кут повороту шпинделя відраховується по окулярній голівці 7, в полі зору якої поміщена нерухома шкала з ціною поділки 1' і видні окремі бічні великі штрихи з ціною поділки 1°.
Перед початком вимірювань на шкалі оптичної ділильної голівки виставляється 00 і за допомогою блоку кінцевих мір довжини величиною h=h1+Rmin виставляється мінімальний радіус кулачка (рисунок 5.4), де h1 – відстань від станини до осі центрів голівки, Rmin – мінімальний радіус кулачка (береться з креслення). Необхідно на індикаторі зробити попедній натяг 1-2мм , а велику стрілку індикатора виставити на нуль.
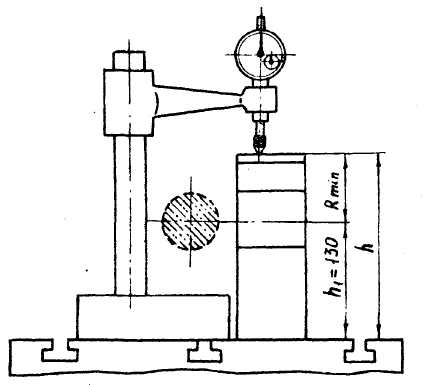
Рисунок 5.4 - Схема виставлення індикатора на мінімальний радіс кулачка
Далі стійку з індикатором установлюють таким чином, щоб його вимірювальний наконечник торкався профілю кулачка, що перевіряється, а вісь проходила через вісь центрів оптичної ділильної голівки. Така установка виконується за допомогою спеціального шаблона (рисунок 5.5).
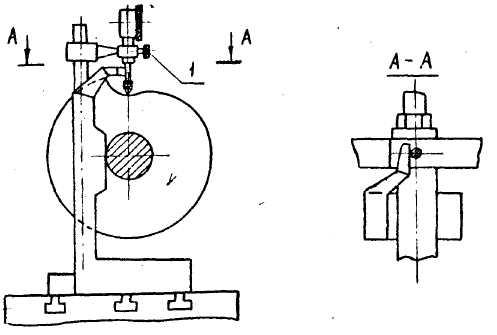
Рисунок 5.5 - Схема установки індикатора по осі центрів
Поворотом кулачка на оправці (грубо) і за допомогою двох гвинтів хомутика (точно) фіксують положення мінімального радіуса по мінімальному показанню індикатора. У цьому положенні індикатор фіксує відхилення мінімального радіуса від номіналу. Далі обертанням рукоятки 4 кулачок повертають на зазначені в кресленні кути і знімають показання індикатора, по яких можна розрахувати величину радіусів кулачка на заданому куті повороту. Дійсне значення радіусу кулачка на заданому куті повороту дорівнює сумі Rmin і показань індикатора.
Якщо різниця між максимальним і мінімальний радіусами кулачка перевищує межу вимірювань індикатора, то після того як показання індикатора стають близькими верхній межі його вимірювань, здійснюється переустановка індикатора. Відпускають гвинт 1 (рисунок 5.5) і, не порушуючи положення індикатора в горизонтальної площини, піднімають індикатор на фіксовану висоту. (З метою зручності вимірювань і розрахунків вибирають висоту підйому індикатора на 10мм). Після закріплення гвинта І продовжують контроль кулачка. Висота підйому індикатора враховується при розрахунку дійсних значень радіусів кулачка.
5.4.4 Визначення похибки кута інструментального конуса
За ГОСТ 2848-75 для контролю кутів зовнішніх конусів ступенів точності АТ7 і АТ8 рекомендується застосовувати синусну лінійку з базовою відстанню між роликами Lлін = 100мм, кінцеві міри довжини, і вимірювальні голівки з точністю вимірювань не більш 2 мкм.
При вимірюванні кутів зовнішніх конусів на синусній лінійці 1 (рисунок 5.6) величину відхилення кута визначають по різниці показань відлікового пристрою 2 у крайніх точках твірної на довжині конуса, зазначеної в таблиці (ГОСТ 2848-75). Крайні ділянки конічної поверхні довжиною, рівною 2–3 мм, не контролюються. Вимірювання повинні проводитись не менш чим у двох осьових перетинах, розташованих приблизно під кутом 90°.
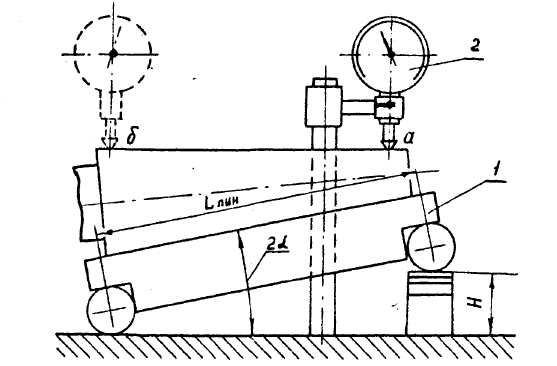
Рисунок 5.6 – Схема вимірювання конуса за допомогою синусної лінійки
Синусна лінійка являє собою сталеву плиту з двома прикріпленими до неї циліндричними роликами однакового розміру на точно визначеній відстані один від одного. Синусні лінійки випускаються з базовими відстанями Lлін = 100, 200 і 300мм. Синусні лінійки застосовуються для вимірювання кутів шаблонів, конусів і тому подібних інструментів і деталей.
На вимірювальній поверхні синусної лінійки мається ряд отворів, використовуваних для різних варіантів закріплення контрольованих деталей на лінійці.
Спочатку за формулою
Н = Lлін sin2α
розраховують розмір блоку кінцевих мір H. Блок підкладається під ролик синусної лінійки (рисунок 5.6). Відстань між точками "а" і "б" виміряються лінійкою і повинна відповідати встановленій у ГОСТ 2848-75.
Відхилення від номінального розміру для зовнішніх конусів інструментів розташовуються в "плюс", тобто різниця показань відлікового пристрою в точках "а" і "б" повинна бути додатнею і лежати в межах допустимої похибки АТD. Відхилення кута конуса ∆АТα визначається за формулою:
![]()
де
![]() – відхилення
кута конуса 2α
у
секундах;
– відхилення
кута конуса 2α
у
секундах;
Δ АТD – відхилення кута конуса на довжині L в мкм;
L – відстань між контрольованими точками в мм.