

§ 15. Изготовление решетчатых конструкций
Решетчатые конструкции — фермы, мачты, башни и др.—изготавливают преимущественно из прокатных элементов; гнутые .профили используют пока еще мало.
При сборке ферм особое внимание уделяется правильному центрированию стержней в узлах, предотвращающему появление изгибающих моментов, неучтенных расчетом.
Разнообразие типов и размеров стропильных ферм часто не позволяет использовать преимущества сборки ферм в инвентарных кондукторах. Поэтому весьма распространенным методом сборки ферм и других решетчатых конструкций является метод
505
Таблица 18.10 Определенне вертикального перемещения среднего узла фермы
Для обеих половин фермы
2
NNJj _ 276 Pd = Я ■
EF,
Стержень |
/V |
Л\ |
l-t, слг |
/+ см» |
NN, |
NNJ/. EF, |
О'Г |
0 |
0 |
d |
F |
0 |
0 |
ГЗ' |
-2Я |
— 1 |
2d |
F |
2Я F |
4Я<* Я |
3'5' |
__4Я |
-2 |
2d |
F |
8Я F |
IbPd F |
5'б' |
-ЬР |
—3 |
d |
F ■ |
18Я F |
ISPrt |
01' |
+ 1Д2Я |
-Г0,56 |
\,\2d |
0.52Я |
l,2P F |
\,S5Pd F |
12 |
Lp |
+0,5 |
d |
0,52Я |
0.96Я F |
0,%Pd ' F |
24 |
■ ! зя |
+ 1,5 |
2d |
0.52Я |
8.65Я F |
l7,;}Яrf F |
46 |
+5Я |
+ 2,5 |
2d. |
0.52F |
24,04Я F |
48,\Pd Я |
01' |
~1,12Я |
—0,56 |
1,Ш |
0,30Я |
2,IP F |
2,4A/ Я |
1'2 |
+ 1,41 Я |
4 0,705 |
1,4 Id |
0,2QF |
bP F |
IPd F |
2 3' |
-1.41Я |
-0,705 |
l,41d |
0.3ОЯ |
З.ЗЯ F |
4,6 Яй Я |
3'4 |
+ 1,41 Я |
+0,705 |
1,4Ы |
0.20Я |
bP |
IPd F |
4 5' |
-1,41 Я |
-0,705 |
1.4Ы |
0.30Я |
З.ЗЗЯ Я |
4,6 Яй Я |
5'6 |
+1,41 Я |
+0,705 |
1.4W |
0.20Я |
5Я Я |
IPd F |
Примечания:
1) за единицу площади F принята площадь сечения верхнего пояса. Все остальные площади выражены в частях F;
2) от единичной силы усилия во всех стойках равны 0;
3) длины всех элементов выражены в частях длины панели пояса d.
506
копирования. Этот метод заключается в следующем. Первая собранная по разметке ферма, сечение которой составляют одиночные уголки (рис. 18-33, я), закрепляется на стеллаже и служит копиром. При сборке детали каждой очередной фермы 2 раскладываются и совмещаются с деталями / фермы копирнои (рис. 18-33,6). После скрепления деталей 2 прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят Eta tree недостающие парные уголки 3 (рис. 18-33,в). Когда сборка требуемого количества ферм закончена, копирная ферма также дособирается и отправляется на сварку.
Такой способ прост и эффективен, однако не может обеспечить точных размеров ферм и правильного расположения мон-
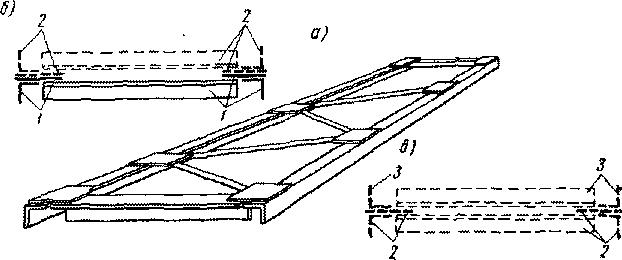
Рис. 18-33. Схема сборки фермы по копиру;
а) копир; 6) сборка; в) уставовка парных уголков на ферме вне копира; / — детали-копира; 2— детали фермы; 3~~-.парные уголки фермы
тажпых отверстий (например, для крепления ферм к колоннам).. Для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы (рис. 18-34), которые определяют положение деталей с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных. допусков.
Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливаются концевые планки 2, предварительно сваренные с фасовками /. Их правильное положение обеспечивается совмещением монтажных отверстий-концевых планок с отверстиями в стойке фиксатора IV. Затем на копире раскладываются все остальные элементы, производится' прихватка, ферма снимается с копира, кантуется и дособирается, как описано выше.
При достаточно большом количестве выпускаемых ферм одного типоразмера становится экономически целесообразным;
507
использование более сложной и производительной оснастки. Так, например, для сборки и сварки боковых ферм полувагонов па Уралвагоизаводе в течение ряда лет эффективно использовались специальные приспособления (рис. 18-35) с двумя стендами / пЗ и кантующей рамкой 2, Сборка выполнялась на стенде /, снабженном пнепмоирижимами. Элементы фермы раскладывались по упорам и фиксаторам, одновременно зажимались гшевмоцилинд-рами и жестко соединились швами, оказавшимися в нижнем
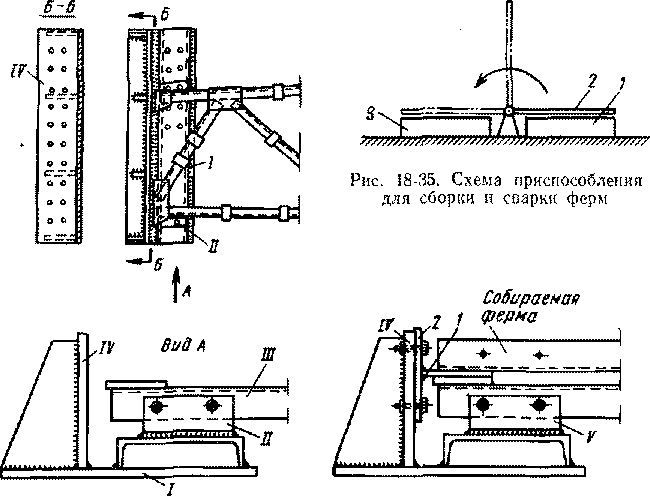
Рис. 18-34. Копир с фиксатором для сборки стропильных ферм:
/— основание фиксатора; // — крепление фиксатора к копиру; Ш -копир; /V —стойка фиксатора; ^-—крепление копир его й фермы
положении. С помощью рамки 2 собранная ферма сначала ставилась в вертикальное положение, а затем передавалась на стенд 3, причем в каждом из этих положений выполнялись соответствующие швы. На стенде / одновременно со сваркой па позициях 2 и 3 производилась сборка следующей фермы.
Решетчатые конструкции, как правило, имеют короткие швы, различным обрдзом ориентированные в пространстве. Поэтому сварка таких конструкций обычно выполняется вручную либо полуавтоматом.
508
С фасонками стержни из проката наиболее часто соединяются внахлестку. Для предотвращения подреза скошенной кромки фасонки целесообразно предусмотреть небольшое притупление ее края, либо начинать шов, отступя на 10—15 мм (рис. 18-36, а, б). Сварку следует вести в направлении к концу привариваемого элемента, как показано стрелками на рис. 18-36, е. При значительных размерах решетчатой конструкции ее изготавливают на заводе по частям и отправляют па место монтажа отдельными секциями. Размеры секций выбирают в зависимости от способа транспортировки; при перевозке по железной дороге исходят из габарита подвижного состава
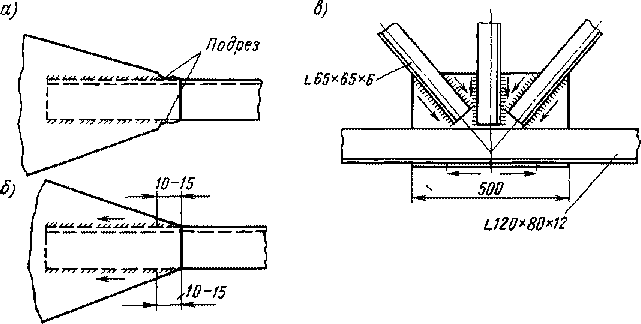
Рис. 18-36. Приварка стержней к фасовке
(рис. 18-37). На рис. 18-38 показано расчленение опоры линии электропередачи. Нижняя часть опоры собирается из четырех секций /, каждая из секций состоит из двух плоских треугольных ферм, соединенных в пространственную конструкцию, Средняя секция 2 также пространственная, имеет четыре грани. Общей сборке такой секции предшествует изготовление двух плоских ферм, объединяемых в пространственную конструкцию, например, с помощью вращающегося кондуктора, показанного на рис. 18-39. В подшипниках 2 стоек 1 поворачивается рама, состоящая из двух копирцых ферм 3, соединенных распорками 4. Б поясных уголках копирных ферм предусмотрены отверстия, соответствующие монтажным отверстиям в элементах секции. Пару собранных плоских ферм заводят в кондуктор и укладывают одну внизу, а другую— вверху, закрепляя болтами с помощью монтажных отверстий в поясных уголках. Кондуктор поворачивают на 90° и, используя копирпую ферму, раскладывают и прихватывают детали третьей плоскости, а после
509
поворота на 180° — четвертой плоскости. Затем кондуктор поворачивается в исходное положение, собранная секция освобождается от закреплений и извлекается из кондуктора.
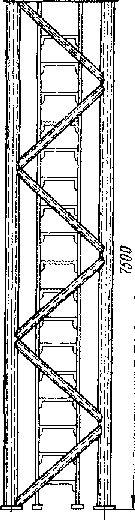
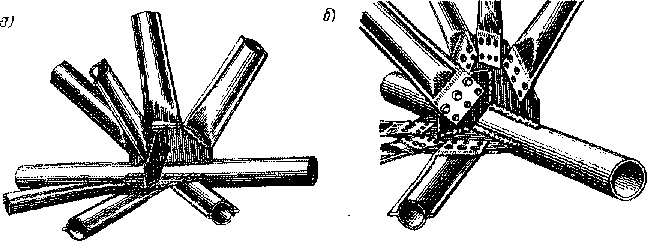
При сооружении радиомачт, радиобашен, буровых вышек и ряда других конструкций широко используют трубчатые элементы. Так, например, стандартная радиомачта представляет собой решетчатую конструкцию, удерживаемую в вертикальном положении расчалками. Ствол ее состоит из отдельных взаимозаменяемых секций длиной по 7,5 м (рис. 18-40). При монтаже башни секции соединяют на болтах с помощью фланцев, приваренных к торцам поясных труб каждой секции. Изготовляют секции на заводе в кондукторах, что обеспечивает точность сборки -и совпадение отверстий иа монтаже.
Использование труб во многих случаях позволяет снизить вес конструкции на 25—50%, однако их со-
1238
100-
3250
1625
50
1302
7/8,5
^=Lr
870
=г
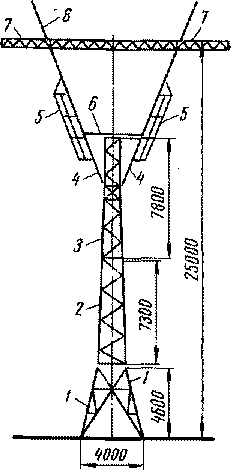
Рис. 18-37. Габарит подвижного состава № 1-В
Рис. 18-38. Схема конст-
етрукции опоры линии
электропередачи:
/ — нижние элементы опоры; г —средняя секция; 3 — верхняя сеюцня; ■# —наклонные -стойки; 5 — лестницы; 6'— распарка; 7 — траверсы; 8 — тросостойкэ
единение в узле как непосредственное (рис. 18-41), так и с помощью фасонки, оказывается весьма трудоемким. Попытки заменить профильный прокат открытыми гнутыми профилями пока не дали заметных результатов. Достигаемое упрощение конструкции получалось несущественным, а трудоемкость изготовления не снижалась вовсе. Поэтому большой интерес представляет использование в решетчатых конструкциях закрытых гнутых профилей из листовой стали. Подобно трубам, такие
510
rg Рис. 18-39. Вращающийся кондуктор дл
тых элем
элементы хорошо работают на сжатие и кручение и в то же время при наличии плоских граней их соединение в узлах осуществляется значительно проще.
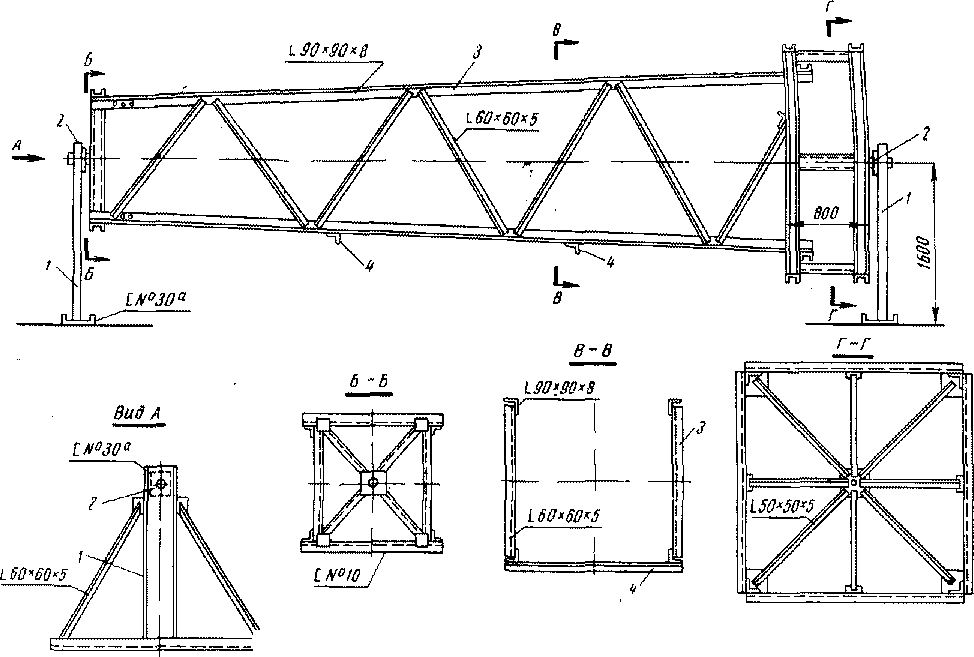
Примером такого решения является стропильная ферма пролетом 30 м, выполненная из сварных профилей коробчатого. сечения (см. рис. 18-16). Можно видеть, что количество стержней фермы минимально, размеры панелей велики, а число типоразмеров сечений ограничено тремя. Из условия транспортировки по железной дороге на заводе раздельно собирают и сваривают две половинки и затяжку. Замкнутые профили -выполняют из одного или и^; двух холодногнутых листовых элементов с помощью автоматической сварки. Местная жесткость тонких стенок обеспечена путем создания гофр и отгиба кромок при гибке. По сравнению с типовой фермой из горячекатаных уголков, такое конструктивно-технологическое решение позволяет уменьшить вес на 15—-25% и снизить трудоемкость изготовления в 2 раза. Для дальнейшего снижения трудоемкости изготовления ферм с применением замкнутых гнутых профилей необходимо обеспечить высокопроизводительную сварку продольных швов гнутых элементов и механизировать обрезку их концов.
При создании легких и экономичных ре-
1350
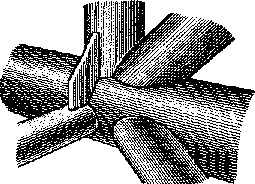
Рис. 18-40. Секция
мачты к.; труп
Рис. 18-43. Соединение труб, подготовленное к сварке
щетчатых конструкций может оказаться эффективным использование заготовок плоекосворачиваемых труб. Такие свернутые в рулоны заготовки изготовляют из двух стальных лент, свариваемых роликовой сваркой по кромкам. Они имеют длину до 350 м и могут служить полуфабрикатом для элементов фермы. После резки па части требуемой длины и заварки поперечного
512
герметизирующего внутреннюю полость шва элемент можно раздуть сжатым воздухом или водой через предварительно просверленное отверстие. Конец надутого элемента остается плоским и его присоединение к узловой фасонке дуговой или контактной сваркой затруднений не вызывает (рис. 18-42, а, б).
Pit с. 18-42. Присоединение плосконадувных элементов к трубчатому поясу:
а) дуговой сваркой; б) точечной спаркой
Й 623