

§ 2. Сортамент
В сварных конструкциях применяют прокатный, литой, штампований и кованый металлы.
Наиболее часто сварные конструкции изготовляют из прокатного металла. Его разделяют на три группы: листовой, профильно-сортовой и фасонный.
Листовой прокат. К нему относится листовая и универсальная сталь. Листовая сталь изготовляется путем прокатки между валками без бокового давления, универсальная — при боковом давлении. Сортамент на толстую листовую сталь (ГОСТ 5681 — 57} включает листы толщиной от 4 до 45 мм. Все большее значение в промышленности приобретает листовой прокат.
Стоимость тонны стали зависит от ее сорта и размеров. Наименьшую стоимость имеют профили типовых размеров.
Профильно-сортовой прокат. Если элемент конструкции подвергается изгибу, то рациональность профиля с позиции минимального веса при заданной несущей способности определяется отношением W/F, где W — момент сопротивления изгибу; F —площадь поперечного сечения.
Чем больше WJF, тем эффективнее используется профильный материал.
Двутавровая сталь (двутавры) поставляется в виде профильных элементов, которые имеют большие моменты инерции при относительно небольших площадях поперечных сечений. Номер двутавра указывает его высоту в сантиметрах. Начиная с № 18 и выше, двутавры прокатывают с различной площадью поперечного сечения при одной и той же высоте профиля (ГОСТ 8239 — 56).
Прокатные двутавровые балки ограничены размерами, поэтому сварные балки оказываются очень часто экономичнее и целесообразнее в техническом отношении. Экономичным является изготовление сварных балок на автоматах под слоем флюса. Двутавры применяют в различных строительных и машиностроительных конструкциях.
2 823
17
Уголковая сталь состоит из двух полок равной или неравной ширины. Закругления предусматриваются для облегчения проката. Сортамент уголков определяется по ГОСТ 8509 — 57 и 8510 — 57.
Уголки широко применяют в конструкциях ферм и рам.
Швеллеры используют при конструировании станин, рам, элементов ферм и других видов конструкций.
Сортамент швеллерной стали (швеллеры) определяется по ГОСТ 8240 — 56 и др.
Круглую сталь (ГОСТ 2590 — 57) широко используют в качестве арматуры железобетонных сооружении, а также в некоторых строительных конструкциях, работающих под небольшими нагрузками, например в фермах легкого типа.
Фасонный прокат. Применяют его в различных областях народного хозяйства: для изготовления рельсов железнодорожного транспорта, тавровых и зетовых элементов для строп-тельных конструкций и др. Сортамент фасонных прокатных профилей весьма разнообразен.
Трубы в промышленности изготавливают как электросварные, так и волоченые. При проектировании следует учитывать. что стоимость 1 т труб выше, чем стоимость сортового проката. и что она изменяется в зависимости от диаметра труб (I г труб малого диаметра дороже, большого — дешевле).
Штампованные профили (толщина s-<5--^-6 мм) получают холодной штамповкой. Их соединяют дуговой а контактной точечной сваркой. 'Особенность этих элементов — значительная величина момента инерции при относительно малых площадях сечений, а следовательно, и весов деталей. Размеры штампованных элементов зависят от конструкции прессов. Имеются прессы, которые позволяют обрабатывать элементы длиной до 5-:-6 м. Штампованные элементы находят широкое применение в авиастроении, автомобилестроении, строительных конструкциях и т. п.
Гнутые профили изготовляют из горячекатаной и холоднокатаной отожженной листовой ленточной и полосовой стали по ГОСТ 380 — 60, из низколегированной стали — по ГОСТ 5058—65. Гнутые уголки выпускают согласно ГОСТ 8276 — 63.
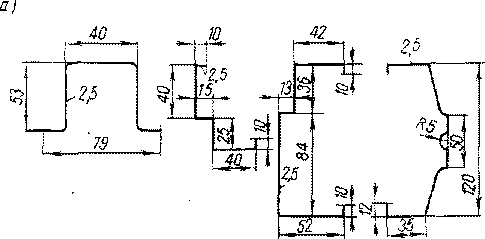
Разработаны специальные корытообразные профили, перав-нобокие, угловые, С-образные и многие другие, которые находят применение в тонкостенных конструкциях. Гнутые профили экономичны, так как при относительно малой площади поперечного сечения и малом весе они обладают повышенной жесткостью, что является существенно важным при работе элементов на изгиб, продольное сжатие, кручение и т. п. Примеры гнутых и прессованных элементов соответственно приведены на рис. 2-1, а и б.
18
20'20"2
75*75*4 30*45*3 4G*40'3 28*47*3
tf
$
<£
I2_J
j£ F5
4?
Л*
#
77
![]()
74
<//////////////Ш> %Ш
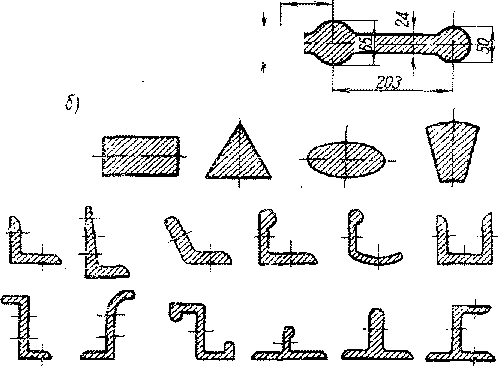
Рис. 2-1. Примеры гнутых и прессованных профилей
Прессованные профили изготовляют из алюминиевых сплавов. Такие профили сваривают точечной сваркой.
Периодический прокат (переменного сечения) целесообразно применять для арматуры железобетона. Винтообразная форма стержня увеличивает его поверхность и улучшает сцепление металла с бетоном.
(^g-----------ь
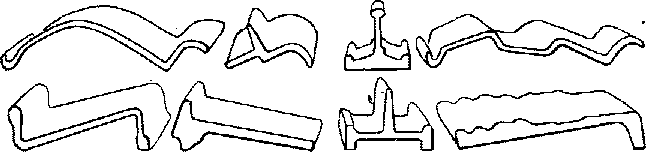
Рис, 2-2, Фасонные профили сортового металла
В результате применения периодического проката в машиностроения уменьшается вес металла в конструкциях по сравнению с конструкциями, выполненными из обычного проката, на 15%. Фасонные профили сортовой стали показаны на рис. 2-2.
Трубчатые профили различных очертаний постоянного и переменного поперечного сечения изготовляют сваркой, горячей прокаткой, прессованием, горячим и холодным волочением и раздувкой. Помимо круглого профиля, наиболее распространенного в промышленности, изготовляют также фасонные трубы (рис. 2-3 и 2-4).
20
1-1 |
hZ |
|
|
|
|
12 |
14 |
|
t-3
![]()
16 \ 18
| 18 1 1 10 | 22
20 J __22
8~/2
1-t
![]()
8-8 f""| }
\t2 L L^ I
J-----...
U—
Urnl-H
J7-/ff
J7-/J
J7-tf
^7-*
J7-7
1/0
tf_L
122
27
Ф38
Ф50
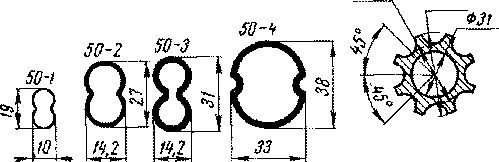
Рис. 2-3. Трубчатые профили (размеры, показанные на рисунке, даны в мм)
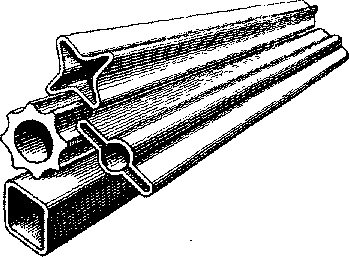
Рис. 2-4. Трубчатые фасонные профили