

Кинематическая схема станка мод. 1в640ф3
Кинематическая схема станка мод.1В640Ф3 показана на рисунке 4.8.
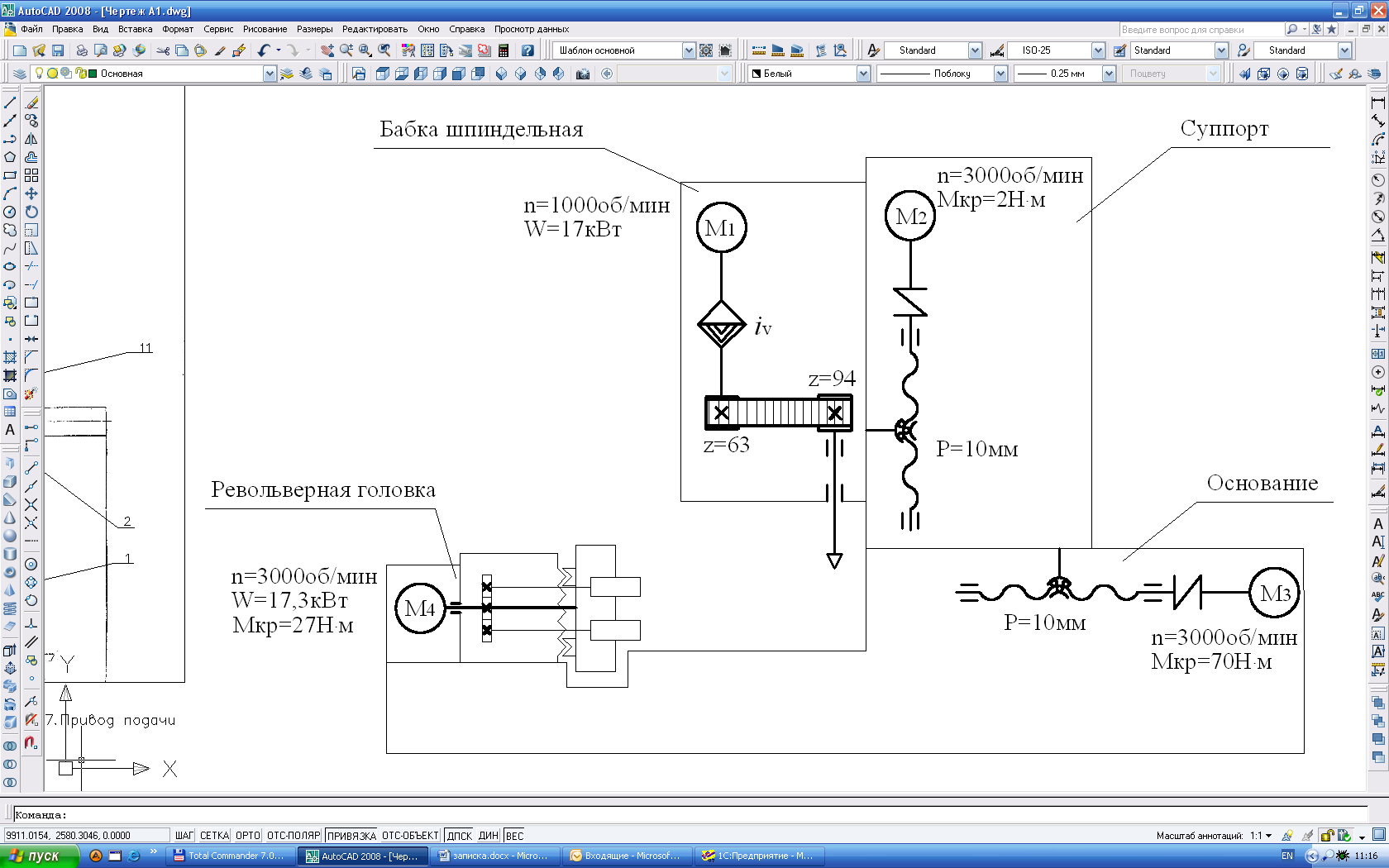
Рисунок 4.8 – Кинематическая схема станка мод. 1В640Ф3.
Рассмотрим кинематические цепи станка 1В640Ф3.
Цепь главного движения.
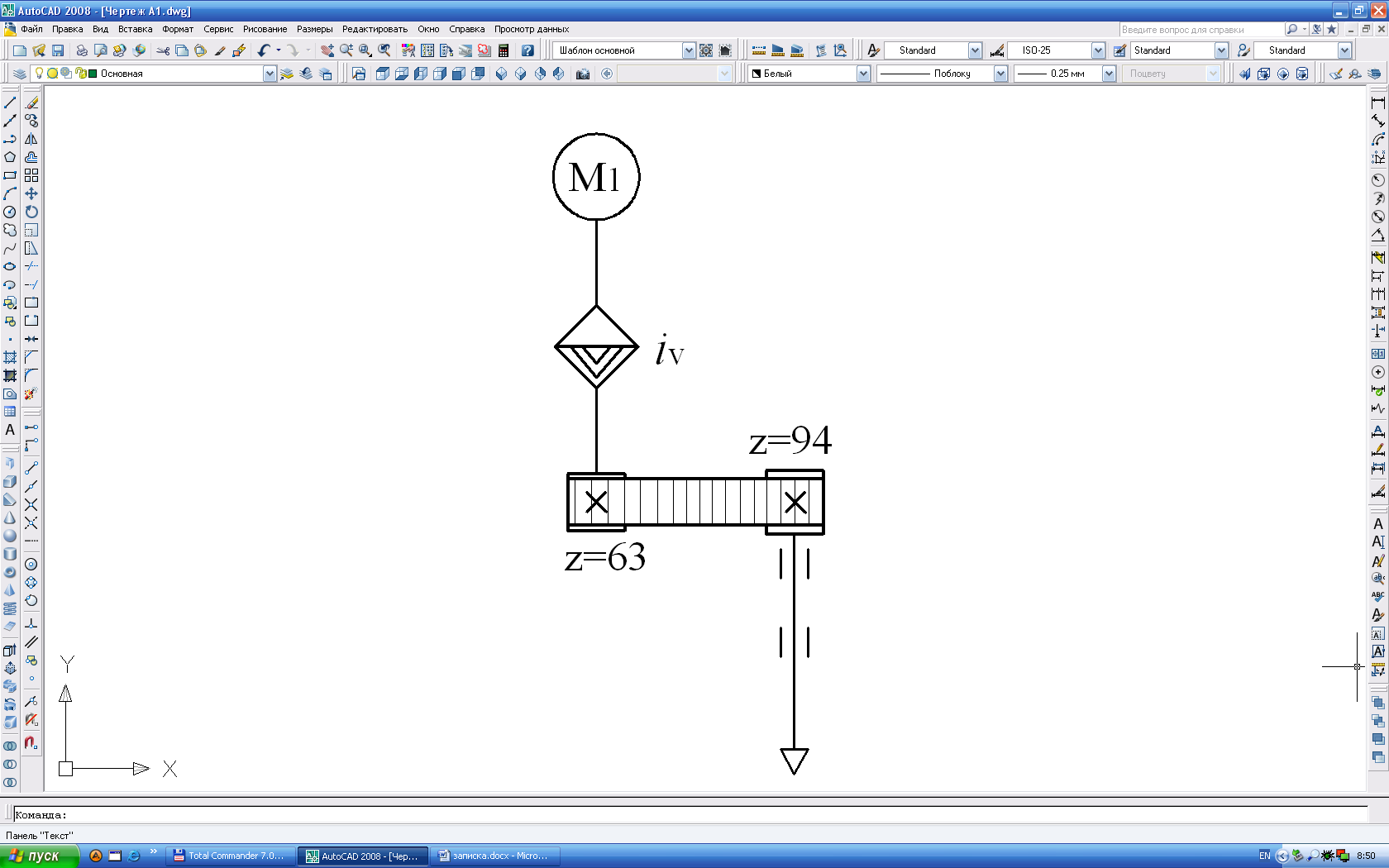
Главным движением в станке 1В640Ф3 является вращение шпинделя. Вращение шпинделю сообщается от электродвигателя М1 через двухскоростной редуктор и ременную передачу (зубчатый ремень) с зубчатыми шкивами Z1=63 и Z2=94.
Вращение шпинделя осуществляется бесступенчато в диапазоне 10…2000об/мин. Первый диапазон позволяет получать от 10до 500 об/мин, а второй от 250 до 2000об/мин. Переключение происходит автоматически при выборе необходимых оборотов на пульте либо при работе по программе.
Кинематическая цепь составляется из движущихся, сопряженных между собой и передающих друг другу движение деталей. Если началом кинематической цепи является источник движений – электродвигатель, то можно найти связь между начальным и конечным звеном.
КЗ: электродвигатель- шпиндель;
Р П: n эл.дв.1 мин-1 n мин-1 шпинделя;
УКБ:
ФН:
 .
.
Подставляя численные значения в формулы получим:
УКБ:
56 10…40
10…40
1000 170…710
2857 2000
2000
ФН:
 .
.
Привод круговой подачи:
КЗ: электродвигатель-шпиндель;
Р П: n мин-1 электродвиг. S кр.мм/мин шпиндель
УКБ:
Цепь подачи по оси х.
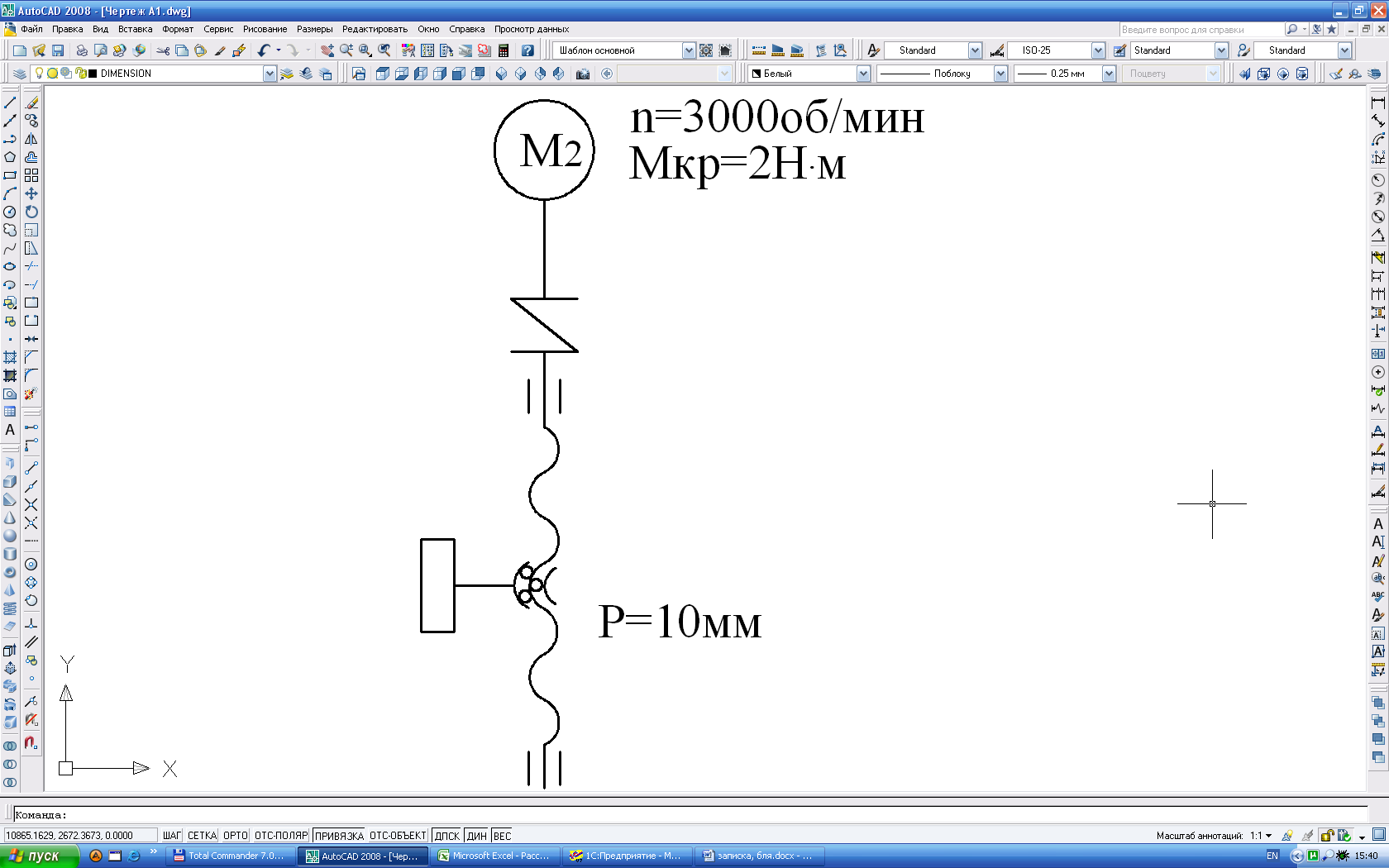
Вращение от электродвигателя М2, через зубчатую муфту передается на шарико-винтовую передачу, которая придает исполнительному органу прямолинейное перемещение. Исполнительным органом является шпиндельная бабка.
Таким образом:
КЗ: электродвигатель-шпиндельная бабка;
Р П: n эл.двиг.2мин-1 электродв. Sмм/мин шпиндельной бабки
УКБ: nэл.двиг.2·Р=Sмм/мин
Цепь подачи по оси z.
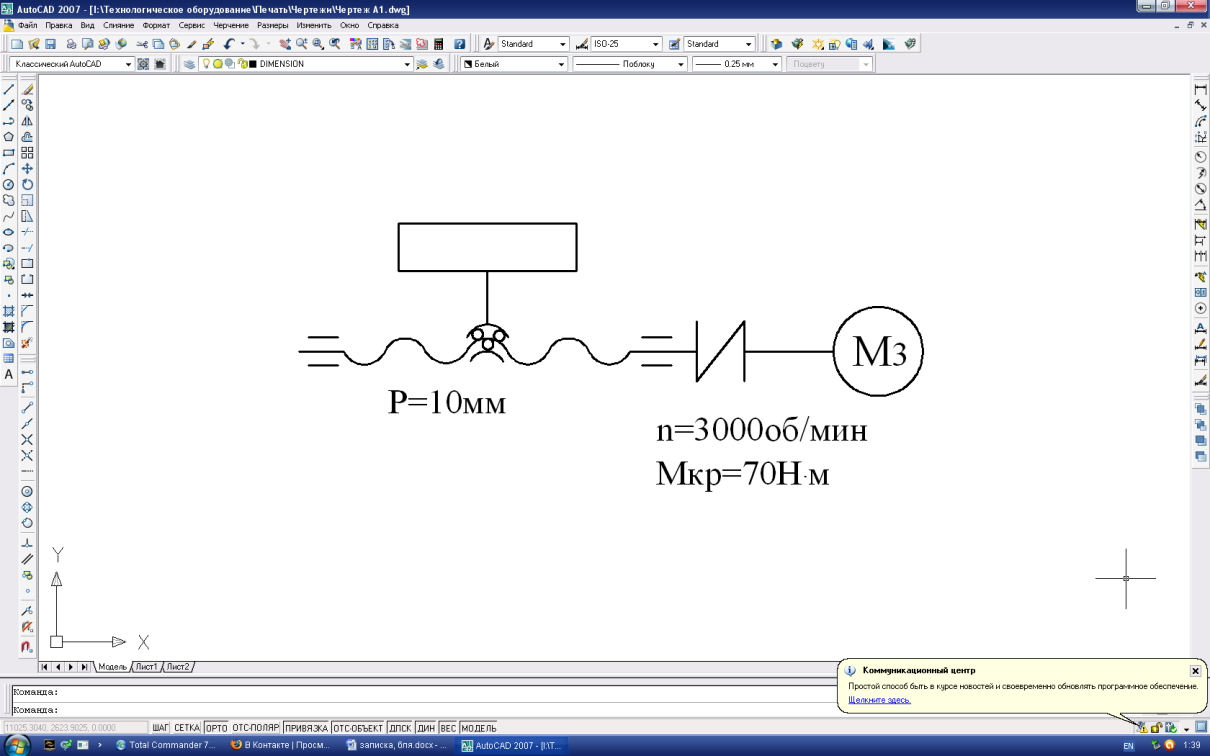
Вращение от электродвигателя М3, через зубчатую муфту передается на шарико-винтовую передачу, которая придает исполнительному органу прямолинейное перемещение. Исполнительным органом является суппорт портальный.
Таким образом:
КЗ: электродвигатель- суппорт портальный;
Р П: n эл.двиг.3 мин-1, элдвигатель Sмм/мин суппорта
УКБ: n эл.двиг.3элдвиг.·Р=Sмм/мин
4.1.5. Конструкции приводов главного движения металлорежущих станков
Корпус шпиндельной бабки выполнен литым из чугуна.
Передняя опора шпинделя - комплект (триплекс) точных роликовых радиально-упорных подшипников с предварительным натягом, заполненных пластичной смазкой (рис. ).
Задняя опора шпинделя - комплект (дуплекс) с предварительным натягом, заполненный пластичной смазкой. Шпиндель отбалансирован.
К заднему торцу шпинделя, через шайбу, крепится гидроцилиндр для зажима обрабатываемой детали SIN-S 150 ф. SMW-AUTOBLOK. Ход поршня цилиндра контролируется бесконтактным выключателями. Тяга от гидроцилиндра к патрону NT-M315 проходит через отверстие в шпинделе.
Вращение шпинделя осуществляется бесступенчато от электродвигателя 1PH7137-7ND02-OBDO через двухскоростной редуктор 2LG4215-3FC11 (ф. "ZF") и зубчатую ременную передачу в диапазоне 10…2000 об/мин.
Привод шпинделя размещен на кронштейне, закрепленном на передней поверхности шпиндельной бабки. На верхней плоскости кронштейна закреплена плита с пазами для регулировки натяжения зубчатого ремня. На плите закреплен двухскоростной редуктор. Первый диапазон позволяет получать от 10до 500 об/мин, а второй от 250 до 2000об\мин. Переключение происходит автоматически при выборе необходимых оборотов на пульте либо при работе по программе.
Скорость вращения и угловое положение шпинделя контролируется магнитным преобразователем (ф."HEIDENHAIN"), установленным на шпинделе. Позиционирование шпинделя, при необходимости, также осуществляет электродвигатель привода главного движения на "ползучей" скорости по магнитному преобразователю.
Для контроля скорости вращения и углового положения шпинделя на верхней плоскости корпуса шпиндельной бабки установлена считывающая головка датчика контроля вращения и углового положения шпинделя ERM280130/176 (ф."HEIDENHAIN").
На выходной вал редуктора установлен ведущий зубчатый шкив, который передает вращение на ведомый зубчатый шкив, установленный на шпинделе. Шкив имеет ограждение.
Смазка редуктора осуществляется от смазочной системы 4161180022 (ф."ZF").
Шпиндельная бабка крепится на танкетки направляющих качения ф. "REXROT", которые устанавливаются на суппорт 1В640Ф3-310.
Заготовка, зажатая в патроне, имеет вращательное реверсивное движение.
В шпиндельной бабке 1В640-210 установлены радиально-упорные подшипники (триплекс и дуплекс). Выставка люфта достигается за счет жесткого защемления внутренних колец подшипника. Для обеспечения требуемого натяга изготавливают компенсатор, толщина которого замеряется заранее на специальном стенде для предварительного натяга подшипников.
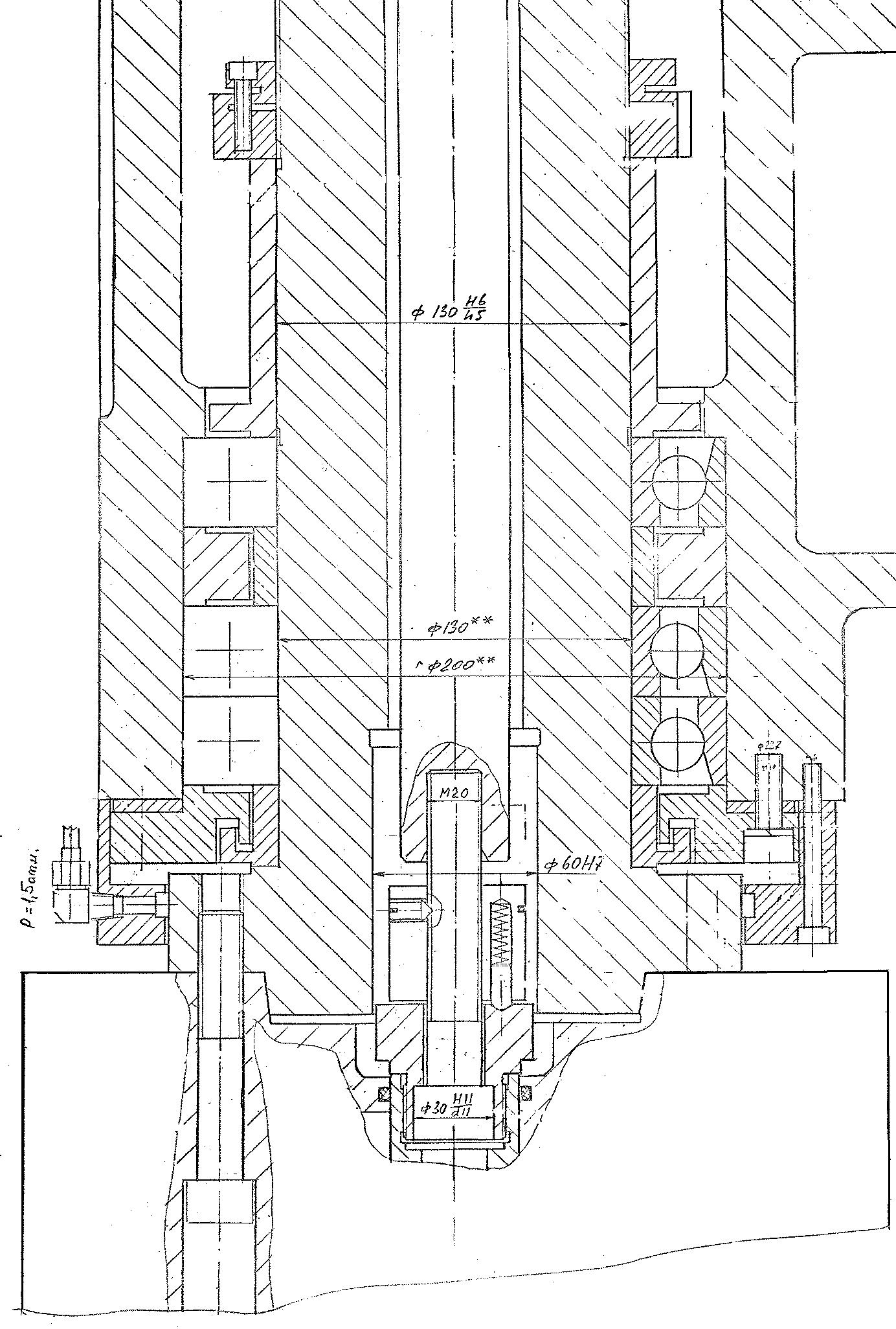
Рисунок 4.9- Передняя опора шпинделя