

5.6.3 Виготовлення насосних штанг і з’єднувальних муфт
За кордоном штанги і муфти до них виготовляють згідно стандарту AРI 11В.
Схема виготовлення насосних штанг показана на рис. 5.35.
Таблиця 5.5 - Область застосування насосних штанг
Сталь марки |
Умови експлуатації з врахуванням корозійної активності продукції свердловини |
Діаметр свердловинних насосів, мм |
Приведене допустиме напруження в штангах, (МПа) не більше |
Сталь 40
20Н2М
30ХМА
15Н3МА
15Х2НМФ
15Х2ГМФ
14Х3ГМЮ |
Некорозійні умови
Некорозійні умови Корозійні умови (з впливом H2S) Некорозійні умови Некорозійні умови Корозійні умови (без впливу H2S) Некорозійні умови Корозійні умови Некорозійні умови
Корозійні умови
Некорозійні умови
Корозійні умови ( з впливом H2S)
Некорозійні умови Корозійні умови (без впливу H2S)
Корозійні умови (без впливу H2S) Некорозійні умови
Корозійні умови (без впливу H2S)
Некорозійні умови |
29-95 29-44 57-95 29-95
29-44 57-95
29-95 29-95
29-44 57-95 29-95 29-44 57-95 29-95
29-95 29-95
29-95
29-95
29-95
29-95 |
70 120
90
60 130 110
100 100 70 130 110 90
170 150 120
100 90
100
90
100
90 |

Рисунок 5.35 – Схема виготовлення насосних штанг фірми SBS
Виплавка сталі для насосних штанг проводиться в електродуговій печі або іншим способом плавки, залежно від необхідної якості. Відлиті зливки або заготовки, які отримані безперервним розлиттям, після контролю якості поверхні розкатуються на стержні, які мають необхідний розмір насосних штанг. Висадка різьбових головок проводиться в декілька етапів (див. рис. 5.36).
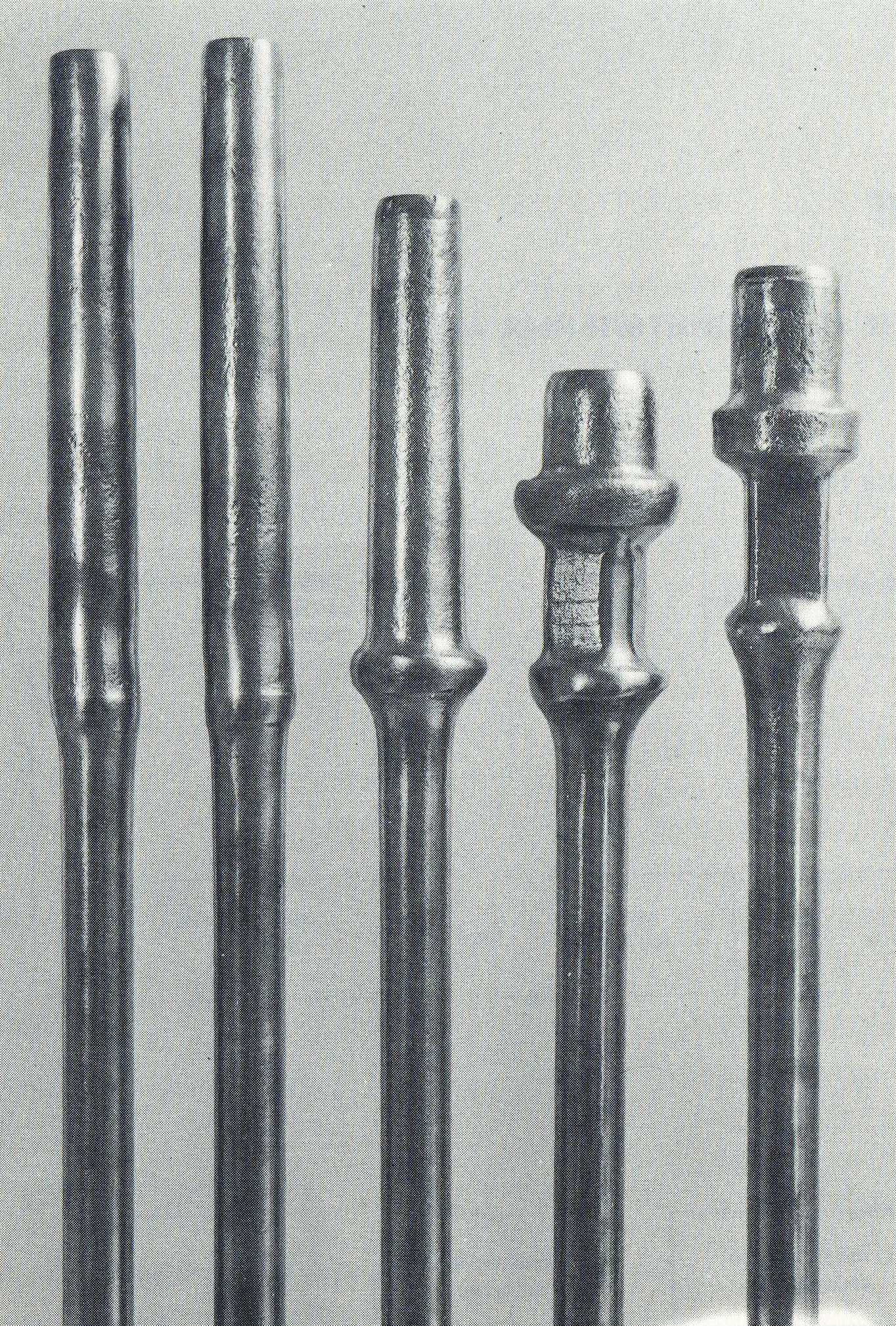
Рисунок 5.36 – Етапи процесу висадки різьбових головок
Важливим для утворення мікроструктури є точне дотримання умов пластичного формоутворення (тиску і гомогенності температурного поля в зоні висадки).
Особлива увага приділяється оптимальному розташуванню волокон. На рисунку 5.37 зображена оптимальна структура волокон у головці.
Спеціальна конструкція використовуваного ковальського інструменту гарантує співвісність штанги і головки під час висадки.
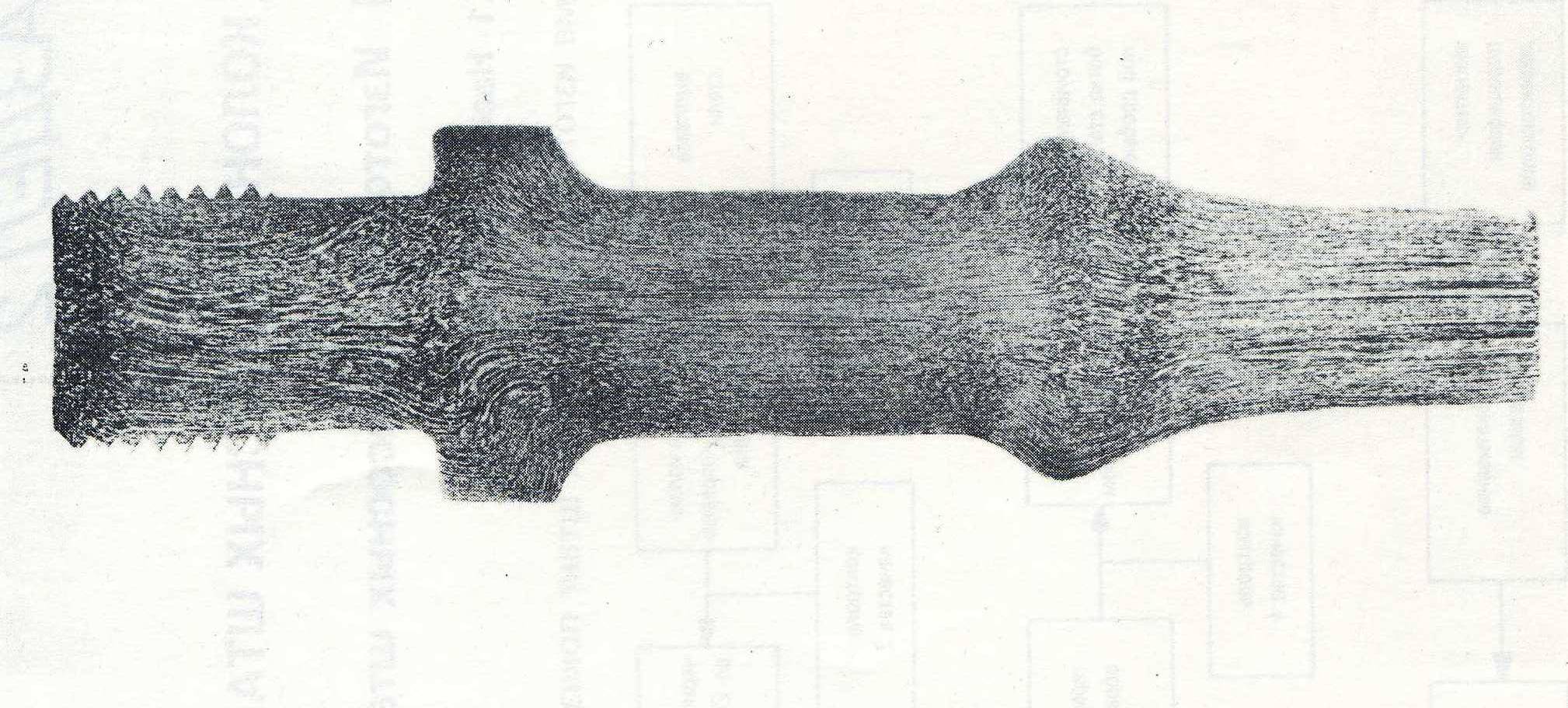
Рисунок 5.37 – Розташування волокон в головці
Ще коли штанга в гарячому стані, твердим штампом проводять маркування, де вказується фірмовий знак виробника, позначення стандарту, клас АРІ, код ідентифікації розплаву, місяць і рік випуску.
Після маркування насосних штанг проводять термообробку. Як правило насосні штанги за АРІ 11В піддають нормалізації, або нормалізації і відпуску, або гартуванню і високому відпуску.
Після термічної обробки штанги піддають правці для досягнення точної прямолінійності.
Після правки поверхню насосних штанг піддають струминевій обробці, яка служить для очищення від окалини, покращення втомної міцності при знакозмінному згині, за рахунок зменшення концентрації напружень на поверхні. Після струминевої обробки кожна штанга піддається магніто-порошковій дефектоскопії. При цьому кожна штанга намагнічується по всій довжині і посипається залізним порошком. Порушення магнітного поля дефектами матеріалу на поверхні призводить до накопичення залізного порошку в місцях дефектів, забезпечуючи їх візуальне розпізнавання.
Таблиця 5.6 - Розміри штанг за стандартом АРІ 11B
Номінальний розмір |
Розмір під ключ Ws, мм |
Довжина лиски під ключ, W1, мм |
Діаметр бурта Df, мм |
Номіналь-ний розмір діаметра різьби, мм |
Довжи-на ніпеля, Ls, мм |
|||
Діаметр штанг, d |
Довжина штанги, L |
|||||||
дюйм |
мм |
фути |
мм |
|||||
5/8 2/4 7/8 1 11/4 |
15,9 19,0 22,2 25,4 28,6 |
25 або 30 |
7620 або 9140 |
22,2 25,4 25,4 33,3 38,1 |
31,75 31,75 31.75 38,1 41,28 |
31,75 38,1 41,28 50,8 57,2 |
23,8 26,99 30,16 34,52 36,69 |
31,75 36,5 41,28 47,63 53,98 |
Наступний робочий етап – механічна обробка з’єднувальних деталей. Щоб уникнути концентрації напружень, які викликають втомний злом, різьба накатується.
Контроль матеріалу і кінцевий контроль якості охоплює перевірку механічних параметрів і точний контроль розмірів з’єднувальних деталей. Контроль різьби за специфікацією АРІ 11В здійснюється за допомогою прохідного і непрохідного калібру.
Після цього на штанги наносять антикорозійне лакове покриття.
Різьби готові для відвантаження штанг змащують спеціальним мастилом і захищають пластмасовими ковпаками і заглушками.
Для підгонки довжини колони штанг і довжини колони НКТ специфікацією стандарту передбачений випуск коротких штанг довжинами 2; 4; 6; 8; 10 і 12 футів (620, 1220, 1830, 2440, 3050 і 3660 мм).
Згідно зі стандартом АРІ передбачений випуск муфт, які можуть виконуватись з лискою під ключ або без неї.