

2.2.4 Запірні пристрої фонтанної арматури
В арматурі використовують наступні запірні пристрої:
- засувки клинові;
- засувки прямоточні;
- засувки кульові;
- крани.
Запірні пристрої перших трьох типів (рис.2.8) є основними в стволовій і відвідній частинах арматури. Вентилі встановлюються перед манометрами.
Рисунок 2.8 – Схеми клинової (а), прямоточної (б),
Кульової (в) засувок
Основною перевагою клинової засувки є її простота. Але при відкритій засувці біля прохідного каналу (рис. 2.8, а) утворюються великі бокові порожнини, які викликають утворення вихрових потоків, втрату напору і можливе відкладання в них солей, парафіну і піску. При цьому ущільнюючі поверхні біля корпусу і клина інтенсивно омиваються потоками рідини, що відбирається з свердловини, і це призводить до їх посиленої корозії та ерозії.
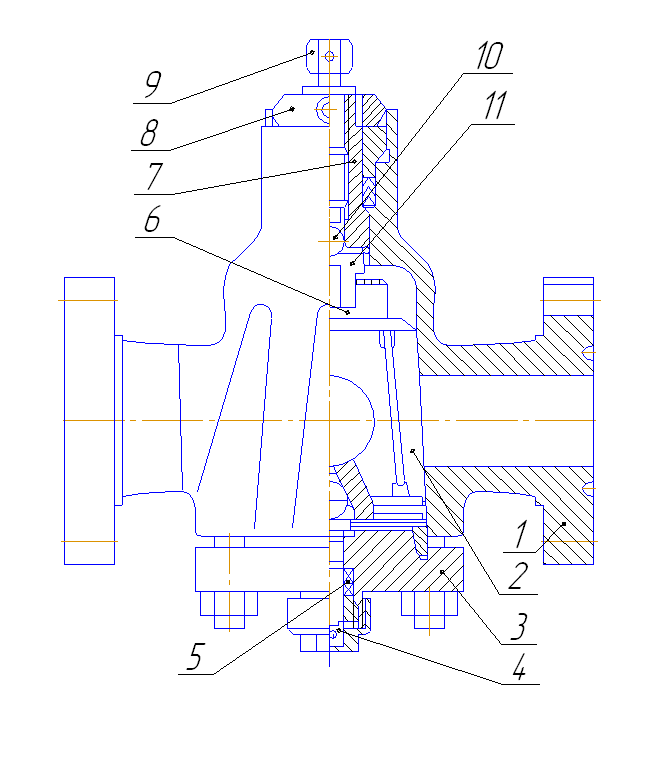
Цих недоліків немає прямотічна засувка (рис. 2.8,б). Клинове ущільнення в неї замінено шиберним з двома плашками (рис. 2.9) або одношиберним (рис. 2.10). Шибер при відкритому і закритому прохідному каналі весь час притиснутий до ущільнюючих поверхонь деталей корпусу. Він складається з двох половинок, які розтискаються пружинами. Загальне зусилля може доходити до 9 кН. При закриванні або відкриванні прямоточної засувки шибер ковзає по ущільнюючим поверхням деталей корпусу. У відкритому стані всередині засувки утворюється прямий канал без суттєвих бокових поверхонь. Ущільнюючі поверхні не омиваються потоком рідини. До ущільнюючих поверхонь біля зазору А подається густе мастило. Таким чином, виключаються основні недоліки клинової засувки.
Використовуються прямоточні засувки з густими ущільнюючими мастилами. В’язкі мастила є нерозчинними в конденсаті і пластових водах. Запас цього мастила знаходиться у резервуарчиках Б. Від основної засувки мастило (найчастіше ЛЗ-162) відокремлене поршнями В. Вся внутрішня порожнина засувки також заповнена спеціальним мастилом.
Використовують також прямоточні засувки з ущільнювальними еластичними елементами біля зазору А із графітофторопласта АФГ-80ВС. Так як всередині засувки тиск рівний тиску середовища, яке проходить через засувку, то на шпиндель Г знизу діє сила, яка сприймається осьовими опорами (див. рис. 2.9). Для зменшення осьових сил, що діють на шпиндель засувки Г, використовують розвантажувальний шток (рис. 2.9, 2.10).
Осьова опора шпинделя у прямоточної засувки кулькова, що дозволяє зменшити обертовий момент на шпинделі. Обертаючи маховик і шпиндель, накручують гайку шибера на нарізану частину шпинделя і піднімають шибер до упора, коли відбувається суміщення отворів в корпусі і шибері. Так відкривається і закривається клинова засувка. Таким чином, у засувок обох типів є ще один спільний недолік – для відкриття і закриття необхідно зробити декілька обертів маховика, прикладаючи до нього велике зусилля.
1 - корпус; 2 - гайка кулачкова; 3 - зворотний клапан для змащування вузла сальника; 4 - ходова гайка; 5 - маховик; 6 - регулювальний болт; 7 - кожух; 8 - мастильниця; 9 - упорний кульковий підшипник; 10 - кришка; 11 - корпус сальника; 12 - поршень; 13 - плашка; 14 - направляюча щока; 15 - фторопластова втулка; 16 - манжета; 17 - розвантажувальний шток
Рисунок 2.9 – Прямоточна засувка типу ЗМАД
Засувки кульові (рис. 2.8,в; 2.11) - новий тип засувок, який на рівні може конкурувати з шиберними засувками на експлуатаційних свердловинах. Кульова засувка ЗКР представляє собою кульовий кран з механічним (важільним) керуванням обертання кулі.
Засувка ЗКР має ряд переваг:
- простота конструкції;
- мала металомісткість;
- можливість аварійного відкриття ;
- висока герметичність;
- низька вартість;
- простота в обслуговуванні;
- механізм розвантаження кулі від дії тиску свердловини, що є новинкою в порівнянні з кульовими кранами типу КШ, зменшує зусилля на відкривання.
Зниження вартості досягається за рахунок зменшення металомісткості, технологічності і автоматизації виготовлення групи ущільнення "куля-сідло".
Засувка ЗККУ (рис. 2.11) складається з корпусу, кульового затвору і механізму управління кульовим затвором.
У корпусі, який складається з двох напівкорпусів 1 та 9, розташований кульовий затвор, а на корпусі - механізм управління кульовим затвором і зворотний клапан 14. Герметичність з'єднання напівкорпусів забезпечується гумовими ущільнювальними кільцями 10 і 11.
Кульовий затвор складається із кулі 2, сідел 12 та 16, тарілчастої пружини Герметичність напівкорпусу 9 з сідлом 16 забезпечується манжетою 15, а напівкорпусу 1 з сідлом 12 ущільнюючим кільцем 13; між кулею 2 та сідлами та 16 їх притиранням. Силове замикання кульового затвору забезпечується напівкорпусом 9.
Механізм управління кульовим затвором складається із шпинделя 4, ключа управління 17, подовжувача (на рис. не показаний), обмежувача повороту кулі 2 та мідної прокладки 7. Герметичність з'єднання механізму управління і напівкорпусу 1 забезпечується ущільненням, яке складається із кільця 3, манжети 5.
Для зменшення зусилля на відкривання кульової засувки в світовій практиці застосовують різні способи, зокрема кулю з опорними цапфами.
Засувки мають такі характеристики і переваги:
- загартований кульовий орган із нержавіючої сталі. Твердість підвищує корозійну стійкість, полірування поверхні в місцях навантаження підвищує стійкість до експлуатаційного зношування;
- кульовий орган з опорами на дві цапфи. При закритому положенні кулі, гідростатичний тиск діє на опорні цапфи, а не на місця герметичності. Центрування кулі на цапфах з підшипниками гарантує:
1) прецизійне положення;
2 ) зусилля від випадкового тиску;
3) методи розбирання для обслуговування.
Жорсткість і витривалість опор виключає деформацію, передає крутний момент і захищає ущільнення від зношування;
- додаткову герметичність за рухом флюїду. Дія гідростатичного тиску передається на дві площини, різниця між якими створює силу контакту між кулею і сідлом. Цей процес, іменований "диференційна дія".
1, 7 - зворотні клапани; 2 - шток; 3 - сідло; 4 - корпус; 5 - шибер;
6 - гайка; 8 - ходова гайка; 9 - гайка; 10 - маховик;
11 - шпиндель;12 - регулювальний болт; 13 - кожух; 14 - пробка;
15 - кришка; 16 -ущільнення; 17 - тарілчаста пружина;
18 – вихідний канал; 19, 21 - манжети; 20 - розпірне кільце; 22 - гайка; 23 – кожух
Рисунок 2.10 – Прямоточна засувка типу ЗМС
1, 9 - напівкорпус; 2 - кулька; 3 - кільце; 4 - шпиндель;
5, 15 - манжета; 6 - обмежувач повороту; 7 - мідна прокладка;
8 - тарілчаста пружина; 10, 11, 13 - ущільнювальні кільця;
12, 16 - сідла; 14 - зворотний клапан; 17 - ключ управління
Рисунок 2.11 – Засувка кульова ЗККУ
Засувки типу ЗКР і ЗККУ в конструкції не мають опорних цапф, але для зменшення зусилля на відкривання запірного органу засувки наділені спеціальними сідлами з розвантажувальними ущільненнями.
Компенсатор розширення (тарілчаста пружина) гарантує вільне переміщення деталей, у випадку внутрішніх, або зовнішніх температурних перепадів, а також дії тиску. Розміщення компенсаторів зберігає ідеальне положення запірного органа під час обертання, що не допускає місцевого зношування ущільнень. При низькому тиску зусилля тарілчастої пружини забезпечують постійне зусилля контакту в запірному органі, а також автоматично компенсує зношування ущільнень. Для герметичності запірного органа використовують різні типи ущільнень залежно від експлуатаційних вимог:
1) стандартне обладнання - для рідин, газорідинної суміші, вуглеводнів, індустріальних газів, кислот;
2) U - подібне обладнання - для газу і рідин з вмістом абразивних домішок, що гарантує високу стійкість до зношування;
3) високотемпературне обладнання - відповідно до характеристики пластового флюїду.
Елемент додаткової герметизації - проводиться закачуванням мастила (в орган ущільнення), що призводить до часткової герметичності в стандартному і U - подібному ущільненні, коли частково пошкоджений орган герметизації.
Кран пробковий (рис. 2.12) відрізняється від засувки тим, що для його відкриття і закриття досить повернути рукоятку на 90. Його ущільнюючі поверхні також, як і у прямоточної та кульової засувок, не омивається потоком флюїду, що видобувається з свердловини, і його канал не має мертвих просторів при відкритому крані.
Кран має корпус 1, пробку 2, шпиндель 7, ключ 8, регулювальний гвинт 4, ущільнюючі манжети 5, канали і зворотний клапан 10 з пружиною 12 для заповнення крана мастилом. Крім того, є канал і клапан для подачі мастила до різьби шпинделя. Шпиндель входить своїм кулачком в прорізь пробки 6, тому при повороті шпинделя обертається пробка. Шпиндель тримається в корпусі на різьбі. Вона сприймає осьові зусилля і є ущільнюючим елементом, який для більшої герметичності заповнений спеціальним мастилом через канал і клапан.
Вся порожнина крана заповнена мастилом ЛЗ-162. Рекомендована температура використання мастила 40 – 120 С.
1 - корпус; 2 - пробка; 3 - кришка; 4 - регулювальний гвинт;
5 - ущільнююча манжета; 6 - кулачкова муфта; 7 - шпиндель;
8 - ключ; 9 - натискний болт; 10 - зворотний клапан;
11 - циліндрична вставка
Рисунок 2.12 – Кран пробковий
Положення пробки в корпусі регулюється на заводі-виробнику крана регулювальним гвинтом 4, який закріплений в кришці 3. Між пробкою і корпусом має бути зазор в декілька сотих міліметра. У шпинделі розміщений натискний болт 9. За рахунок його переміщення мастило подається з шпинделя в робочу порожнину крана через клапан 10. Цим же болтом можна відтиснути пробку при її заклинюванні. Для відтискання пробки небагато відкручують регулювальний болт 9, всю порожнину шпинделя щільно заповнюють мастилом і, закручуючи болт 9, відтискають зворотний клапан 10, деталь 11 і пробку до упора в кулю.
Основним недоліком крана є складність виготовлення. Від точності виготовлення залежить його надійність. Для забезпечення надійної роботи крана необхідні спеціальні мастила.