

1.2. Работа на практике
Я проходил производственную практику на ОАО «КАМАЗ» в цехе №101 «Коленвал и шатун» в 411 бригаде под руководством главного мастера цеха Иляхина А.И.
Главной задачей бригады был выпуск коленвалов для двигателей фирмы «Cummins». Для данной задачи в цехе имелась отдельная линия , предназначенная для выпуска камминзовских коленчатых валов .

Двигатель Камминз экономичный, компактный, экологичный с шестью цилиндрами дизель мощностью до 300 л.с. применяются для грузовых и специальных автомобилей КАМАЗ массой до 33,5 тонн, а также автобусы НЕФАЗ.
Таблица 1 характеристики двигателя
Модель |
CUMMINS ISBе6 285 (Евро-4) |
Тип |
Дизельный с турбонадувом, с промежуточным охлаждением наддувочного воздуха |
Максимальная полезная мощность, кВт (л.с.) |
210(300) |
при частоте вращения коленчатого вала, об/мин |
2500 |
Максимальный полезный крутящий момент, Нм |
970 |
при частоте вращения коленвала, об/мин |
1700 |
Расположение и число цилиндров |
рядное, 6 |
Рабочий объем, л |
6,7 |
Рис.4
Рабочий чертёж коленчатого вала
двигателя CUMMINSI типа SBe6
На производстве в мои задачи , как оператора с п/у входило:
Получение заготовки с 20 операции
Изучение заготовки на наличие брака
При его обнаружении , произвести его оценку на возможность устранения дефекта ( на дальнейших этапах производства) или складирование бракованной заготовки в спец.зону
Установка заготовки на 30 операцию ( маркировка вала)
Отправка на 40 операцию
Установка заготовки на 40 операцию ( формирование коренных шеек вала)
Отправка зоготовки на 50 операцию (сверление масляных каналов в вале)
В частности , я работал на токарно-протяжном станке CB325 , котороый производил операции по фрезерованию вала в местах его коренных шеек .

Организационная планировка по механической обработке коленчатых валов двигателя CUMMINS.
Оп .45 Обслуживание фрез
Оп.10 HULLER
HILLE


Оп 60 моечная
Оп.50 глубокое сверление
масл.каналов
Оп.40 токарно протяжной
станок
Оп.30 маркировка BORRIES
оп
20.спец. станок наружного
фрезерования






Печь низкого отпуска
Ручной контроль На
Marh

Оп. 120 запрессовка фланца
и шестерни
Оп.180 магнитный метод
контроля трещин
Оп 110-150 шлиф. Торце-груглошлиф.
ООп. 100 круг.
шлифованный LANDIS


Оп.160-170 балансировка-полировка


ООп. 155 сборка (запресовка
шестерни)
Оп .190-200 финишный и визуальный
контроль

Оп . 210 Упаковка
А так же станок формирует концы вала, на которые впоследствии будут установлены другие части.

К сожалению, неизбежен производственный брак заготовок из-за неправильных расчётов, ошибок в литье ( см рис.7и 8) и человеческого фактора. Но на нашей линии вёлся строгий контроль над браком ( визуальный и при помощи спец инструментов , а также измерительных установок (см рис.9)), что позволяет следить за качеством выпускаемой продукции.



Назначение и устройство токарно-протяжного станка CB325
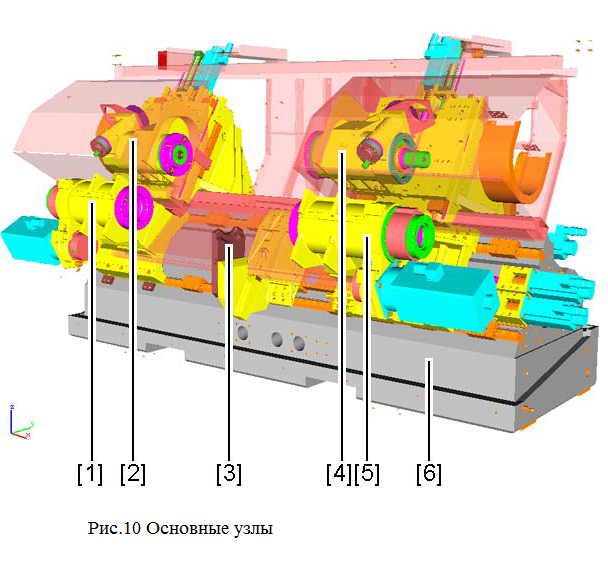 Узловой
тип конструкции станка :
Узловой
тип конструкции станка :
1] Главный шпиндель
[2] Узел каретки слева
[3] Люнет в сборе
[4] Узел каретки справа
[5] Контршпиндель
[6] Станина станка
Таблица 2 Технические данные станка
Макс. длина |
6400 мм |
|
Макс. ширина станка |
2800 мм |
|
Макс. ширина распредшкафа |
600 мм |
|
Макс. ширина гидравлического |
|
|
агрегата |
800 мм |
|
Ширина прохода для сервисного обслуживания |
|
|
1200 мм |
||
Переменная, рекомендуется |
||
Макс. высота |
2620 мм |
|
Макс. вес |
27 000 кг |
|
Потребляемая мощность станка |
100 кВA |
|
Общий номинальный ток 130 A при 400 В |
|
|
Входной предохранитель |
160 A |
|
Мощность электродвигателя |
|
|
100% ED (ED = |
2 x 43,9 кВт |
|
продолжительность включения) |
||
Мощность электродвигателя 44% |
2 x 61,5 кВт |
|
ED (ED = продолжительность включения) |
||
Ступени передачи 1 (ременная) Частота вращения От 0 до 1400 об/мин Отверстие под шпиндель Диаметр шпинделя в передней |
190 мм |
|
опоре |
|
|
|
|
|
Шпиндельная головка (DIN 55026) A11 Зажимные средства Зажимной патрон Макс. диаметр зажимного патрона |
400 мм |
|
Диапазон зажима Определяется заказчиком Устанавливаемое давление зажима |
Макс. 60 бар |
|
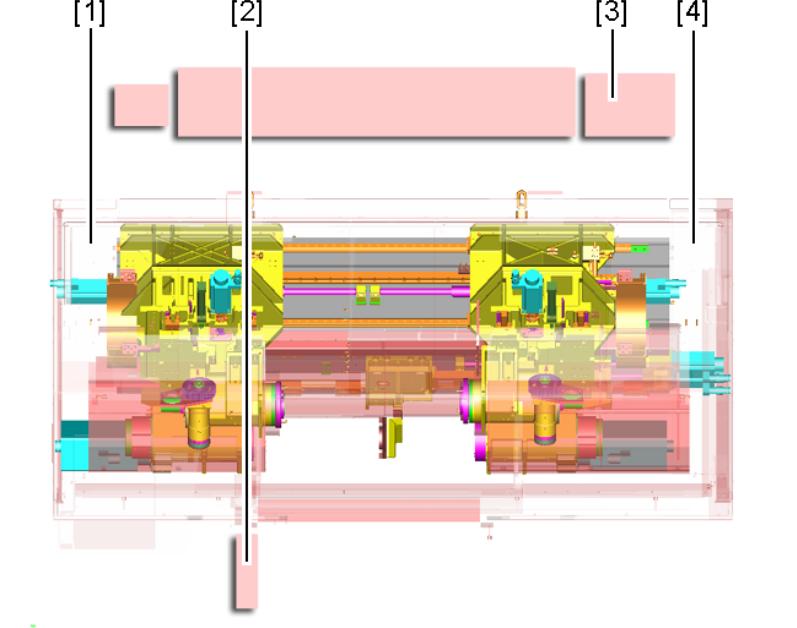
Рис.11Расположение органов управления и индикации
[1] Область струйной техники сзади слева
[2] Пульт управления
[3] Гидравлический агрегат
[4] Область струйной техники сзади справа
Пульт управления позволяет создавать и согласовывать программ обработки деталей, выполнение программ обработки, ручное управление, загрузка и выгрузка программ, редактирование данных ,выявление и исправление ошибок, редактирование машинных данных.Он состоит из :
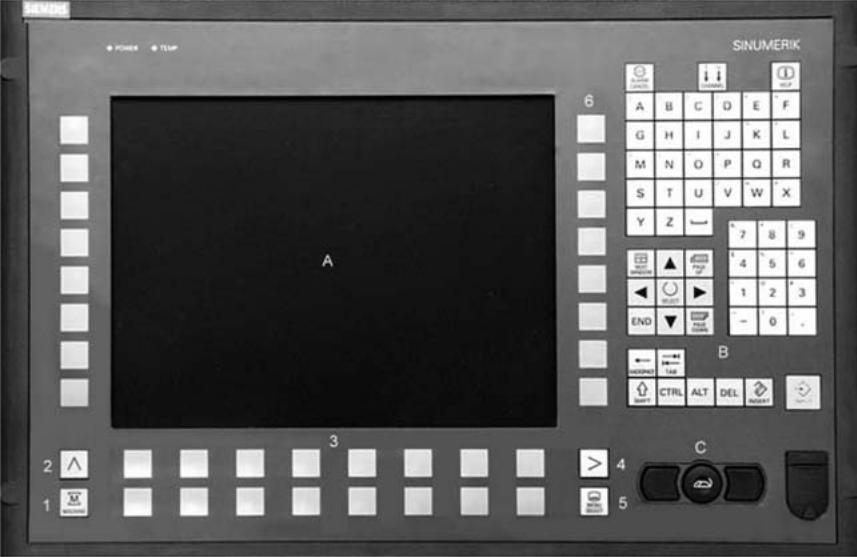
Рис.12 Панель оператора
A Дисплей
B Алф.-цифровой блок
Клавиши корр./клав.-курсоры
C Мышь и клавиши мыши
1 Клавиша области станка
2 Recall (возврат)
3 Панель программных
клавиш (горизонтальная)
4 Клавиша расширения
(расширение меню)
5 Клавиша переключения
области
6 Панель программных
клавиш (вертикальная)