

Технические характеристики линии торцевого сращивания italmac starmac-6
Наименование характеристики |
Значение характеристики |
Длина, мм |
150 - 1200 |
Толщина, мм |
15 - 80 |
Ширина, мм |
30 - 150 |
Ширина подающей ленты, мм |
750 |
Скорость подающей ленты, м/мин |
60 |
Двигатель фрезеровочного станка, кВт |
2 х 18,5 |
Диаметр вала двигателя, мм |
50 |
Двигатели дробильной машины, кВт |
2 х 5,5 |
Двигатели лент, кВт |
2 х 1,1 |
Скорость выводного ковра, м/мин |
60 |
Скорость опрокидывателя, м/мин |
60 |
Скорость опрокидывания, шт/мин |
50-90 |
Мощность двигателя щетки, кВт |
0,18 |
Мощность двигателя толкателя, кВт |
0,55 |
Мощность двигателя ленты, кВт |
1,1 |
Скорость сбора, м/мин |
150 |
Скорость выравнивания, м/мин |
180 |
Мощность двигателя цепи, кВт |
3 |
Мощность двигателя ленты, кВт |
0,55 |
Мощность двигателей предварительного пресса, кВт |
2 х 1,85 |
Скорость сбора, м/мин |
150 |
Скорость выравнивания, м/мин |
180 |
Мощность двигателя цепи, кВт |
3 |
Мощность двигателя ленты, кВт |
0,55 |
Мощность двигателей предварительного пресса, кВт |
2 х 1,85 |
Узел выравнивания выравнивает все пакеты перед подачей на предварительный пресс. Узел предварительного прессования снабжен четырьмя моторизированными валками с дифференцированной скоростью для предварительного сбора.
После фрезерования весь пакет переходит на автоматический опрокидыватель, который по одной перегружает заготовки на выравнивающий ковер.
Возможные варианты зарезки шипов представлены на (рис. 28): горизонтальное сращивание; вертикальное сращивание; вертикальное сращивание с заплечиком.


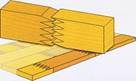
Рис.28. Варианты зарезки шипов
Таблица 18
Дополнительные опции
mm – Kw - O |
Позиция |
Номер |
750 X 1000 mm |
Односторонний конвеер загрузочной системы |
AC1600300350125 |
750 mm |
мультисекционная загрузочная система пр и лев. |
AC1500300000125 |
|
опрокидывающая станция |
723302070000 |
|
Канал выравнивания |
|
5500 мм |
Канал выравнивания |
AC1250300120125 |
8500 mm |
Канал выравнивания |
AC1250300130125 |
11000 mm |
Канал выравнивания |
AC1250300140125 |
|
предпресовая зона |
|
|
Зона предпрессования |
721471930000 |
4500 |
Пресс |
AC1240290390125 |
6000 |
Пресс |
AC1240290070125 |
9000 |
Пресс |
AC1240290100125 |
|
моторизованная настройка пресса по вертикали |
AC1810300000125 |
|
Система клеенанесения |
|
75 mm |
Система клеенанесения 75/1 |
AC1260300150000 |
75 mm Fix |
Стальная гребенка |
53091XXXXX02 |
|
|
|
150 mm |
Система клеенанесения EXTRUS 75/2 |
AC1260300160000 |
150mm Adjustable |
Стальная гребенка |
53099XXXXX12 |
|
Подрезные узлы |
|
|
Нижний подрезной узел |
AC1320300000125 |
|
Верхний подрезной узел |
AC1310300000125 |
|
Отрезной узел |
|
4500 mm |
включает 2 отрезных пилы |
AC1470300390125 |
6000 mm |
включает 2 отрезных пилы |
AC1470300070125 |
9000 mm |
включает 2 отрезных пилы |
AC1470300100125 |
|
дополнительная отрезная пила |
AC1480300000125 |
|
Ограничитель длины |
|
|
промежуточный стопор по длине |
722892110000 |
|
Контрошаблон |
|
|
убирающийся контрошаблон |
840750000000 |
|
Двигатель |
|
22 kW X 2 |
Увеличение мощности двигателя для шипорезного узла |
|
11 kW X 2 |
Увеличение мощности двигателя для торцевого узла |
|
Автоматическая линия торцевого сращивания OMGA FJL-190 SS (рис. 29) служит для сращивания деревянных заготовок, полученных после удаления дефектов и отбраковки в ламели необходимой длины. Данная линия предназначена только для горизонтального сращивания.

Рис. 29. Автоматическая линия торцевого сращивания OMGA FJL-190 SS
Эта линия может производить высокоточное сращивание до 120 заготовок в минуту. Заготовки торцуются и фрезеруются в непрерывном режиме непосредственно на линии.
Каждая заготовка обрабатывается автономно, благодаря наличию разъединительного устройства на входе станка. Система транспортеров позволяет выравнивать каждую отдельную заготовку сначала по левому, а затем по правому краю, обеспечивая непрерывность обрабатывающего цикла.
Таблица 19