

2.2.Вибір методів заготівлі
При виборі технологічного процесу були обрані найбільш досконалі, високопродуктивні методи заготівельних операцій, які забезпечують прискорення соціально-економічного розвитку промислових галузей. Вибрані заготівельні операції обґрунтовані з погляду технічної можливості і економічності, забезпечивши при цьому високий рівень механізації і автоматизації.
Таблиця 2.2 - Специфікація на метал
№ |
Найменування |
Ескіз |
Кількість |
Марка стали |
Вага |
Профіль |
Заготівельні операції |
1 |
Накладка |
|
4 |
60С2А |
3,8 |
Лист |
Правка,очищення,
різання |
2
|
Накладка |
|
4 |
60С2А |
3,45 |
Лист |
Правка,очищення,
різання |
3 |
Лист |
|
1 |
10ХСНД |
100 |
Лист |
Правка,очищення, різання,
|
4 |
Накладка |
|
1 |
60С2А |
9,1 |
Лист |
Правка,очищення, різання,
|




2.3. Заготівельні операції, вживане устаткування

В процесі підготовки металу у виробництво і виконання заготовчого циклу виконуються наступні технологічні операції:
очищення металу;
різання;
підготування кромок;
виправлення металу;
Правка металу
Для правки листового, смугового і широкосмугового металу використовуються листоправильні вальці з кількістю валків :7
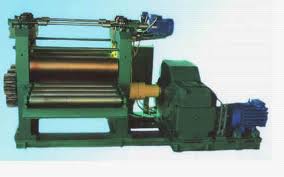
Таблиця 2.3 - Технічні характеристики листоправильної машини
Maксимальная товщина листа до обробки,мм |
20 |
Mинимальная товщина листа до обробки ,мм |
5 |
Ширина листа,мм |
1500 |
Кількість валів |
7 |
Діаметр валу,мм |
200 |
Швидкість правління,м/мин |
7 |
Потужність двигуна,КВт |
63 |
Габарити,мм |
10600х2500х4900
|
Різання металу
Для виконання операцій розділового різання механічним способом використовуємо гільйотині ножиці марки Н-478.01.

Товщина метала,мм |
20 |
Частота ходу ножа в хвилину(не менш) |
20 |
Кут нахилу рухливого ножа |
2°4° |
Хід ножа,мм |
140 |
Потужність,кВт |
40 |
Габарити,мм |
3150х2275х2350 |
Очищення металу
Металопрокат перед подачею на заготовчу ділянку полежить очищенню .
Для очищення вибираємо піскоструменевий апарат DBS-200

Таблиця 2.5 - Технічні характеристики DBS-200
-
Макс. робочий тиск, бар
12
Ємкість бака, літрів
200
Робоча температура °C
-10/50
Діаметр бака, мм
609
Потужність,кВт
35
Вага, кг
135