

Вопрос № 18. Организация эксплуатации роторных автоматических линий.
В машиностроении успешно применяют роторные линии, оснащенные рабочими и транспортными роторами. Автоматическая роторная линия - комплекс рабочих машин, транспортных устройств, приборов, объединённых единой системой автоматического управления, в котором одновременно с обработкой заготовки перемещаются по дугам окружностей совместно с воздействующими на них орудиями. Наиболее распространены автоматические роторные линии для операций, выполняемых посредством прямолинейного рабочего движения (штамповка, вытяжка, прессование, сборка, контроль).
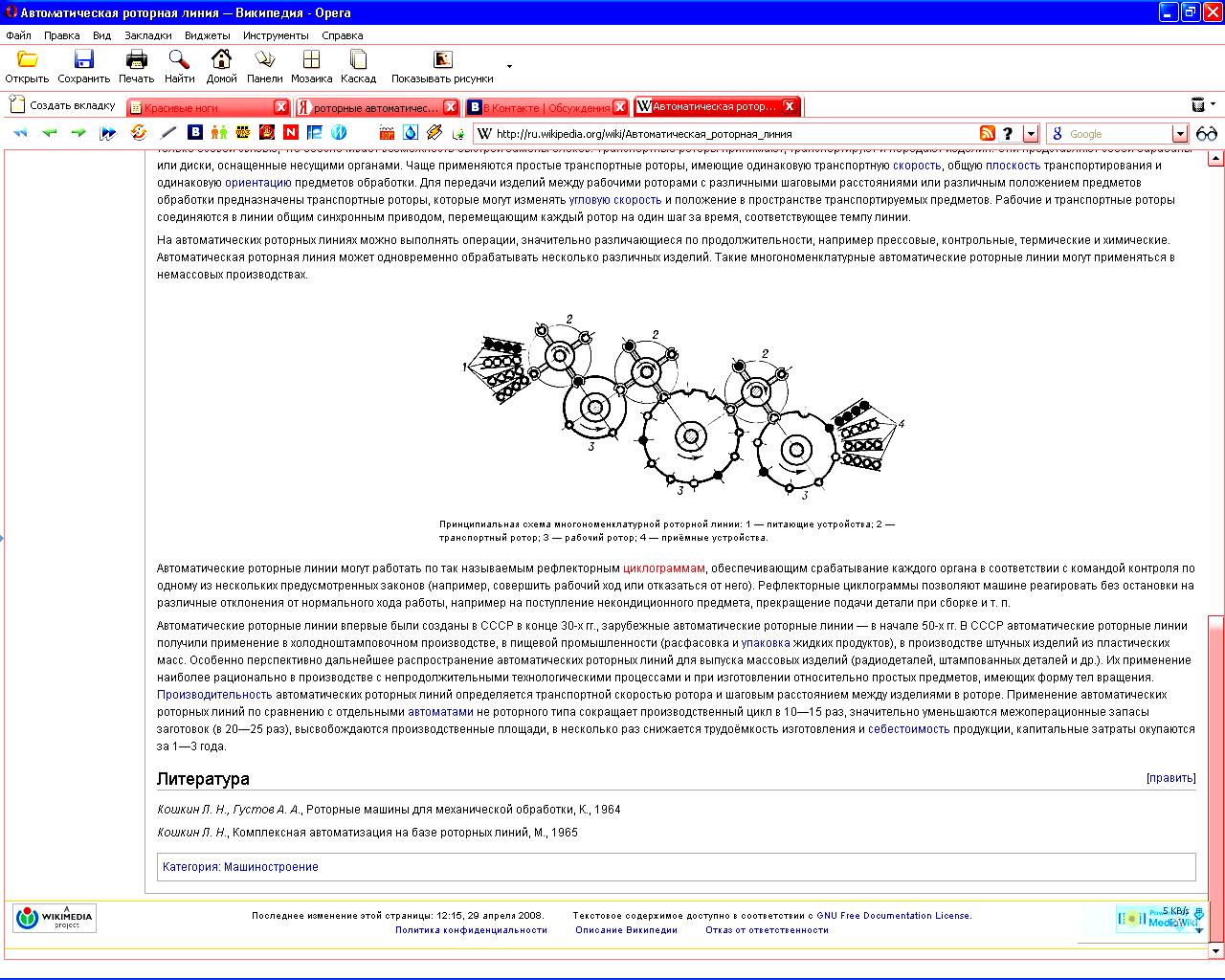
Автоматическая роторная линия состоит из рабочих роторов и транспортных роторов, передающих заготовки с одного рабочего ротора на другой. Рабочий ротор представляет собой жёсткую систему, на которой монтируется группа орудий, равномерно расположенных вокруг общего вращающего систему вала. Необходимые рабочие движения сообщаются этим орудиям исполнительными органами, для малых усилий применяются механические исполнительные органы, для больших — гидравлические (например, штоки гидравлических силовых цилиндров). Инструмент, как правило, монтируется комплектно в предварительно налаживаемых (вне рабочих машин) блоках, сопрягаемых с исполнительными органами ротора преимущественно только осевой связью, что обеспечивает возможность быстрой замены блоков. Транспортные роторы принимают, транспортируют и передают изделия. Они представляют собой барабаны или диски, оснащенные несущими органами. Чаще применяются простые транспортные роторы, имеющие одинаковую транспортную скорость, общую плоскость транспортирования и одинаковую ориентацию предметов обработки. Для передачи изделий между рабочими роторами с различными шаговыми расстояниями или различным положением предметов обработки предназначены транспортные роторы, которые могут изменять угловую скорость и положение в пространстве транспортируемых предметов. Рабочие и транспортные роторы соединяются в линии общим синхронным приводом, перемещающим каждый ротор на один шаг за время, соответствующее темпу линии.
Принцип работы этих линий предложен Л.Н. Кошкиным. Рабочие и транспортные роторы находятся в жесткой кинематической связи и имеют синхронное вращение. Обработка изделия выполняется одновременно с его транспортировкой. Продолжительность пребывания изделий в рабочем роторе зависит от числа расположенных в нем блоков инструментов. Выбирая число блоков инструментов в роторе, можно обеспечить необходимую продолжительность технологического цикла. При этом ритм выпуска изделий с линии определятся промежутком времени, через который с рабочего ротора сходит очередное изделие. Роторные линии позволяют обрабатывать детали нескольких типоразмеров со сходной технологией, т.е. они применимы в условиях серийного производства. Эти линии компактны и экономически эффективны.
Автоматические роторные линии могут работать по так называемым рефлекторным циклограммам, обеспечивающим срабатывание каждого органа в соответствии с командой контроля по одному из нескольких предусмотренных законов (например, совершить рабочий ход или отказаться от него). Рефлекторные циклограммы позволяют машине реагировать без остановки на различные отклонения от нормального хода работы, например на поступление некондиционного предмета, прекращение подачи детали при сборке и т. п.
Автоматические роторные линии впервые были созданы в СССР в конце 30-х гг., зарубежные автоматические роторные линии — в начале 50-х гг. В СССР автоматические роторные линии получили применение в холодноштамповочном производстве, в пищевой промышленности (расфасовка и упаковка жидких продуктов), в производстве штучных изделий из пластических масс. Особенно перспективно дальнейшее распространение автоматических роторных линий для выпуска массовых изделий (радиодеталей, штампованных деталей и др.). Их применение наиболее рационально в производстве с непродолжительными технологическими процессами и при изготовлении относительно простых предметов, имеющих форму тел вращения. Производительность автоматических роторных линий определяется транспортной скоростью ротора и шаговым расстоянием между изделиями в роторе. Применение автоматических роторных линий по сравнению с отдельными автоматами не роторного типа сокращает производственный цикл в 10—15 раз, значительно уменьшаются межоперационные запасы заготовок (в 20—25 раз), высвобождаются производственные площади, в несколько раз снижается трудоёмкость изготовления и себестоимость продукции, капитальные затраты окупаются за 1—3 года.
На автоматических роторных линиях можно выполнять операции, значительно различающиеся по продолжительности, например прессовые, контрольные, термические и химические. Автоматическая роторная линия может одновременно обрабатывать несколько различных изделий. Такие многономенклатурные автоматические роторные линии могут применяться в немассовых производствах.