

10.4.4. Привод від середньої частини осі колісної пари
10.4.4.1.Технічна ревізія приводів від середньої частини осі повинна виконуватися при викоченій із-під візка вагона редукторній колісній парі на спеціальному балансувальному стенді.
У автоматичних муфт зчеплення знімають кожух, продувають механізм зчеплення стиснутим повітрям та очищають від бруду. Перевіряють дію механізму зчеплення та роблять вимірювання, обумовлені у п. 10.1.11. При необхідності муфту демонтують для ремонту.
Карданні вали знімають і здійснюють огляд згідно з п. 10.4.8 даного Керівництва.
Для огляду деталей редуктора з нього зливають мастило і внутрішню його порожнину промивають гасом або дизельним паливом до повного видалення шламу. Витирати деталі, які розташовані всередині корпусу редуктора, не допускається. Просушувати ці деталі рекомендується сухим стиснутим повітрям.
Стан зубів великої шестерні перевіряють через люк картера. Шестерні, які мають на поверхні зубів тріщини, більше однієї вм'ятини глибиною більше ніж 1,5 мм, сліди точкової корозії діаметром більше 2 мм, глибиною 0,5 мм та викришування металу, замінюють в умовах депо.
Спрацювання робочої поверхні зуба, виміряне на висоті 2,24 мм штангензубоміром із ноніусами (ТУ 2-034-773), не повинно перевищувати 1/3 його товщини.
 10.4.4.4. Опору
момента редуктора необхідно розібрати
і ог
лянути.
10.4.4.4. Опору
момента редуктора необхідно розібрати
і ог
лянути.
Гумові деталі із надривами та тріщинами замінюють. У редуктора "Стоун" вагона "МІКСТ" зазор між корпусом та втулкою опори момента допускається не більше 3 мм.
Заміна деталей редукторів із розбиранням, а також заміна гумових деталей (подушок або півкілець) повинна виконуватися згідно з "Руководством по деповскому ремонту вагонов пассажирских цельнометаллических, 4255/ЦВ".
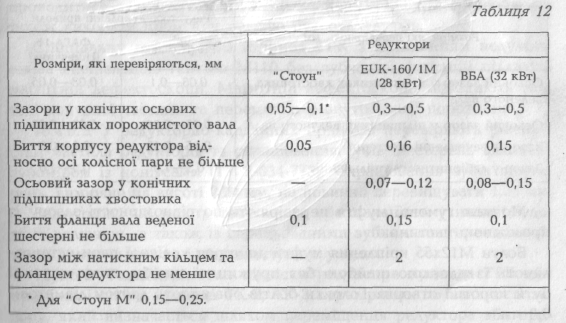
У редукторів до постановки на вагон (підкочування колісної пари) повинні бути перевірені допуски у вузлах редуктора від середньої частини осі у зборі (таблиця 12). Перевірку цих розмірів необхідно виконувати методами, наведеними в "Руководстве по деповскому ремонту вагонов пассажирских цельнометаллических, 4255/ЦВ”
10.4.4.7. Після виконання робіт з технічної ревізії приводів підновлюють контрольні смуги на редукторі та карданному валу.
На картері редуктора (корпусі хвостовика) білилами ставлять надпис по трафарету, який свідчить про місце та час виконання ревізії редуктора.
Приклад надпису: РХ 99.531, Р — позначення виду робіт, тобто ревізії; X — місяць року; 99 — рік; 531 — номер (шифр), присвоєний депо (дільниці).
10.4.5. Редукторно-карданний привод від торця осі колісної пари
10.4.5.1. Редуктор привода від торця осі колісної пари знімають із вагона, розбирають і промивають у ремонтному відділенні.
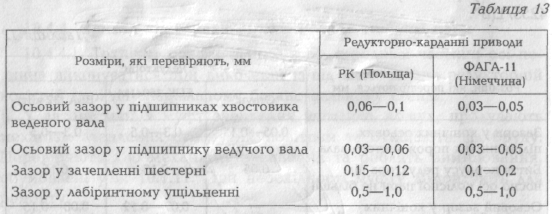
Після складання до поставлення на колісну пару у редукторів перевіряють зазори, зазначені в таблиці 13, методами, обумовленими "Руководством по деповскому ремонту", а також ремонтують деталі згідно з цим Керівництвом.
10.4.5.2. При монтажі на колісній парі редукторно-карданного привода проміжну його частину установлюють на буксу як кріпильну кришку із додержанням вимог по експлуатації та ремонту вагонних букс із роликовими підшипниками і болти обв'язують дротом діаметром 0,8 мм (ГОСТ 3282-74).
Монтаж гумової муфти перевіряють по рівномірності зазору із проміжною частиною.
Болти МІ2x55 кріплення муфти до торця колісної пари установлюють із плоскою шайбою без пружинної шайби, вони повинні бути коротші отворів. Головки болтів обв'язують дротом діаметром 0,8 мм.
Валики повідкового диску перед монтажем змащують жировим солідолом (ГОСТ 1033-79).
Перед постановкою проміжну частину та корпус редуктора комплектують за кутом нахилу та передаточним відношенням.
Зазор між зовнішнім діаметром проміжної частини та посадочним діаметром корпусу редуктора повинен бути 0—0,55 мм. Роз-комплектування проміжної частини та корпусу редуктора не допускається.
10.4.5.3. Відстань між фланцями редуктора та генератора повинна бути на 2 мм більше фактичної довжини установлюваного приводного вала. Неспіввісність вала генератора та веденого вала редуктора у вертикальній площині, яка заміряна по відстані між фланцями редуктора та генератора, не повинна перевищувати 3 мм. Неспіввісність у горизонтальній площині не допускається.
10.4.5.4. На кронштейнах (крилах) двох букс з боку привода повинні бути установлені обмежувальні кільця.
10.4.5.5. Про виконання технічної ревізії привода на корпус хвостовика редуктора білилами наносять надпис (п. 10.4.4.7).