

Оглавление
ВВЕДЕНИЕ. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
4 |
1 ОПИСАНИЕ НАЗНАЧЕНИЯ КОНСТРУКЦИИ ДЕТАЛИ «ПУАНСОН» . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
5 |
2 ОПИСАНИЕ МАТЕРИАЛА ДЕТАЛИ «ПУАНСОН» И СПОСОБА ЕГО ПОЛУЧЕНИЯ. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
6 |
3 ОБОСНОВАНИЕ ВЫБОРА ТИПА ЗАГОТОВКИ ДЕТАЛИ ПУАНСОН. ОПИСАНИЕ МЕТОДА ЕЕ ПОЛУЧЕНИЯ. . . . . . . . . . . . . . . |
8 |
4 МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ПУАНСОН» . . . . . . . . . . . . . . . . . . . . . . . . . |
11 |
5 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ПУАНСОН» . . . . . . . . . . . . . . . . . . . . . . . . . |
11 |
6 ОПИСАНИЕ ОБОРУДОВАНИЯ, РЕЖУЩЕГО ИНСТРУМЕНТА, ПРИСПОСОБЛЕНИЯ ДЛЯ ОПЕРАЦИИ 010. . . . . . . . . . . . . . . . . . . . . . . . |
15 |
ЗАКЛЮЧЕНИЕ. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
17 |
БИБЛИОГРАФИЧЕСКИЙ СПИСОК. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
18 |
Введение
Технология машиностроительного производства представляет собой совокупность различных технологических процессов (ТП) – литья, ковки, штамповки, термической обработки, окраски и др. Технология же машиностроения охватывает заключительные стадии машиностроительного производства – превращение заготовок в готовые детали и сборку, т.е. изготовление машин [1]. Цель данной курсовой работы: написание технологического процесса детали «Пуансон».
Для решения данной цели в курсовой работе рассмотрены следующие задачи:
1) дать описание назначения конструкции детали;
2) дать описание материала детали и способа его получения;
3) выбрать тип заготовки. Описать метод его получения;
4) составить маршрутный технологический процесс механической обра-ботки;
5) дать описание технологического процесса обработки детали. В обязательном порядке указать: 1) обрабатываемые поверхности; 2) последовательность обработки этих поверхностей; 3) оборудование, режущий инструмент, приспособления, мерительный инструмент, применяемые в данном технологическом процессе;
6) дать описание: оборудования, режущего инструмента, приспособлений, применяемых в одной из операций тех. процесса.
1 ОПИСАНИЕ НАЗНАЧЕНИЯ КОНСТРУКЦИИ «ДЕТАЛИ» ПУАНСОН.
Деталь «Пуансон» является телом вращения. Предназначен для установки в сборочном узле других сборочных единиц. Габариты детали: Максимальный диаметр – 185 мм, ширина – 30 мм. Для базирования пуансона в сборочном узле предусмотрены 6 отверстий диаметром 13 мм и 2 отверстий диаметром 10 мм. В пуансоне имеется шпоночный паз, предназначенный для посадки его на ось.
\
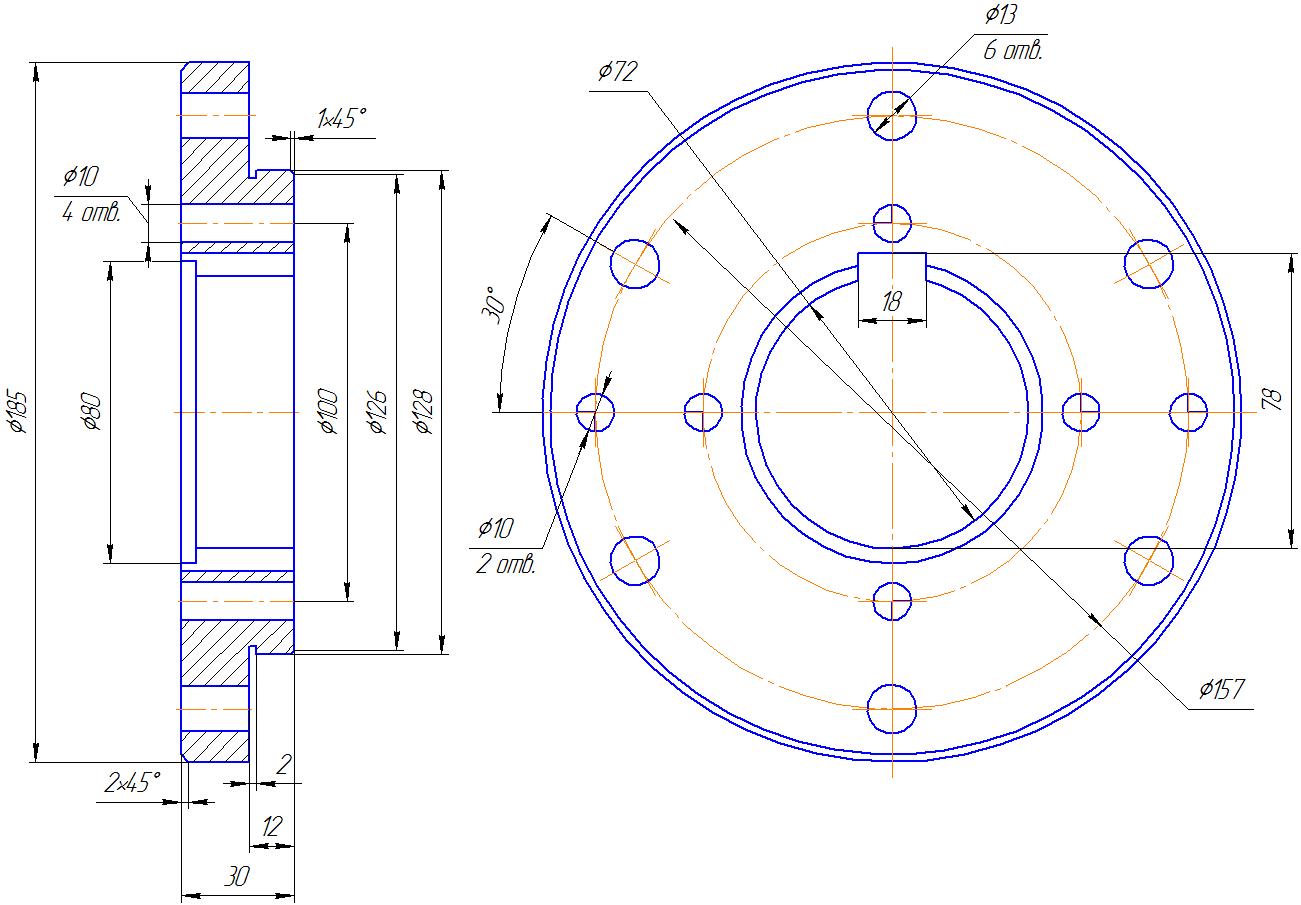
Рисунок 1 – Деталь «Пуансон»
Пуансон — одна из основных деталей инструмента, используемого при маркировке, штамповке и прессовании материалов, например прессовании металлов в металлообработке. При штамповке пуансон оказывает непосредственное давление на обрабатываемый материал и в зависимости от назначения может быть прошивным, пробивным, просечным или вырубным. При прессовании пуансон передает давление через пресс-шайбу на заготовку, выдавливаемую через матрицу; в этом случае пуансон часто называется пресс-штемпелем, или шплинтоном. Пуансоны в работе подвергаются воздействию высоких силовых нагрузок, а при горячих процессах также тепловым нагрузкам. Поэтому пуансон для холодных процессов изготовляют из высокопрочных сталей повышенной прокаливаемости, а для горячих — из износоустойчивых сталей с повышенной прочностью при температурах деформирования.