

Разметка
Прежде чем приступить к непосредственному изготовлению деталей, металл подвергается разметке или наметке.
Разметка листового проката – процесс вычерчивания на металле контура детали в натуральную величину с указанием мест гибов, центров отверстий и других элементов чертежа.
Этот же процесс, выполняемый по шаблону, называют наметкой. Рабочие места для разметки располагают в начале технологического потока. Они оснащаются деревянными или металлическими разметочными стеллажами или разметочными столами или чугунными плитами, обеспечивающими укладку размечаемых заготовок без прогибов. От состояния поверхности плиты зависит качество разметки. Для выполнения разметочных работ применяют различный инструмент.
Точность разметки зависит от точности мерительного инструмента.
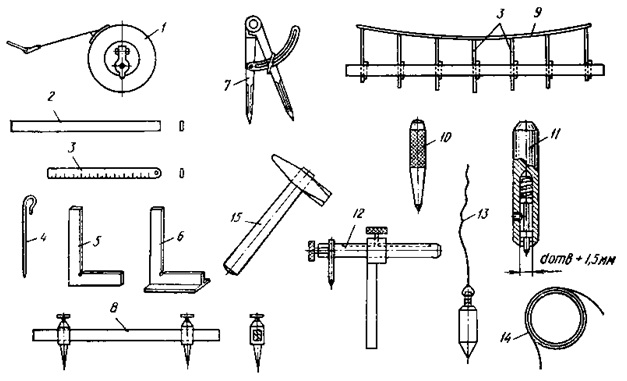 Мерительный
и разметочный инструмент:
1-рулетка;
2-линейка гладкая; 3-линейка мерительная;
4-чертилка; 5-угольник обычный; 6-угольник
бортовой; 7,8-циркули; 9-лекала-гибкие;
10-кернер слесарный; 11-кернер контрольный;
12-рейсмус; 13-отвес; 14-струны; 15-молоток
Мерительный
и разметочный инструмент:
1-рулетка;
2-линейка гладкая; 3-линейка мерительная;
4-чертилка; 5-угольник обычный; 6-угольник
бортовой; 7,8-циркули; 9-лекала-гибкие;
10-кернер слесарный; 11-кернер контрольный;
12-рейсмус; 13-отвес; 14-струны; 15-молоток
Выполнение разметки требует большого внимания, так как ошибки неизбежно приводят к браку на последующих операциях.
Техника выполнения разметки заключается в следующем: длинные прямые линии отбивают шнуром, окрашенным мелом, короткие – проводят по линейке, дуги больших радиусов проводят штангенциркулем, а кривые выполняются по лекалам.
После нанесения на заготовку разметочных линий по ним наносят кернером углубления, чтобы сохранить следы разметки во время обработки. При разметке деталей из нержавеющих сталей желательно обходиться без кернения. Марку детали наносят несмываемой краской.
13)Правка и гибка заготовок. Сущность операции и применяемые инструменты.
Гибка металла представляет собой процесс обработки металлических листовых изделий, в процессе которого им придается необходимая форма. Эта технологическая операция пользуется широким спросом в наше время. Как правило, гибка металлов проходит непосредственно за счет растягивания всех наружных слоев металла (они увеличиваются в размерах), а также сжатия внутренних слоев (их размеры уменьшаются). Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Современные способы гибки изделий из металлов
Л истовая
гибка металла может проводиться, как
ручным способом, в котором применяются
молотки, плоскогубцы и тиски, так и
механическим, где используются станки
различной конструкции.
Если мы говорим
про ручную гибку металла, то следует
отметить, что она представляет собой
достаточно трудоемкий процесс. А поэтому
этой обработке подвергаются следующие
металлы: листовой металл, имеющий
небольшую толщину, а также прутовый и
полосовый металл, толщина которого
меньше 0,6 мм. Для механизации всего
процесса, как правило, используются
листогибочные прессы или же листогибочные
вальцы. Могут использоваться и специальные
роликовые гибочные станки.
Современная
гибка металла, в процессе которого
применятся различные станки, позволяет,
во-первых, снизить трудоемкость
производимой работы, а, во-вторых,
увеличить её производительность.
Конечно, особенно следует сделать акцент
и на снижение количество брака. Ведь,
как известно гибка
металла,
осуществляемая вручную, требует весьма
точного расположения в тисках металла,
его надежного закрепления, дабы исключить
деформации изделия или придания ему
неправильной формы.
истовая
гибка металла может проводиться, как
ручным способом, в котором применяются
молотки, плоскогубцы и тиски, так и
механическим, где используются станки
различной конструкции.
Если мы говорим
про ручную гибку металла, то следует
отметить, что она представляет собой
достаточно трудоемкий процесс. А поэтому
этой обработке подвергаются следующие
металлы: листовой металл, имеющий
небольшую толщину, а также прутовый и
полосовый металл, толщина которого
меньше 0,6 мм. Для механизации всего
процесса, как правило, используются
листогибочные прессы или же листогибочные
вальцы. Могут использоваться и специальные
роликовые гибочные станки.
Современная
гибка металла, в процессе которого
применятся различные станки, позволяет,
во-первых, снизить трудоемкость
производимой работы, а, во-вторых,
увеличить её производительность.
Конечно, особенно следует сделать акцент
и на снижение количество брака. Ведь,
как известно гибка
металла,
осуществляемая вручную, требует весьма
точного расположения в тисках металла,
его надежного закрепления, дабы исключить
деформации изделия или придания ему
неправильной формы.