

Основные схемы базирования.
При базировании по правилу шести точек заготовка устанавливается в приспособлении на шесть опорных точек. Нижняя поверхность заготовки (выбирается как правило наибольшего размера) устанавливается на 3 точки и является установочной поверхностью. Боковая поверхность с двумя опорными точками является направляющей поверхностью, для которой выбирают поверхность наибольшей протяжённости. Поверхность с одной опорной точкой является опорной поверхностью.


Рис.1. Схемы базирования призматических и цилиндрических заготовок.

Рис.2. Установка длинной цилиндрической заготовки в приспособлении.

Рис.3. Схема базирования коротких цилиндрических заготовок.
18) Что называется сварочной дугой? Назовите основные участки дуги.
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров\
19) Схема строения сварочной дуги. Укажите температуру анодного пятна.
Электрическая дуга – концентрированный источник теплоты с очень высокой температурой. Температура столба дуги достигает 6000 - 7000˚С, а температура катодного и анодного пятен стальных электродов – соответственно 2400 и 2600˚С.
В сварочной дуге дуговой промежуток разделяется на три основные области: анодную, катодную и столб дуги. В процессе горения дуги на электроде и основном металле имеются активные пятна, представляющие собой более нагретые участки электрода и основного металла, через которые проходит весь ток дуги. Активное пятно находящееся на катоде, называется катодным, а пятно, находящееся на аноде, - анодным.
20)Сварочная дуга прямой полярности. Схема строения, области применения.
Сварка прямой полярностью предполагает, что на свариваемое металлоизделие подают плюс, а на держатель проволоки – соответственно, минус. Соблюдение такой полярности при сварке обеспечивает более сильный нагрев самого металлоизделия, чем проволоки. Обосновывается такое условие тем, что изделие, которое необходимо сварить, имеет большую площадь, чем проволока, а, значит, и нагреваться должно сильнее. Кроме того, ток, который протекает от минуса к плюсу, при прямой полярности позволяет получить сварочную ванную хорошего качества, а впоследствии и качественный шов.
Некоторые особенности сварки при прямой полярности.
Одной из особенностей сварки с прямой полярностью является тот факт, что металл переносят каплями большего размера, эффект разбрызгивания также больший, увеличивается и коэффициент проплавления. Еще одна важная особенность – страдает стабильность сварочной дуги.
Стоит отметить, что использование прямой полярности, способствует менее глубокому проплавлению, а это позволяет снизить содержание углерода в сварном шве.
Также следует отметить и такую особенность этого способа сварки: мы уже говорили, что прямая полярность позволяет увеличить нагрев металлоизделия, при этом сама проволока или электрод нагреваются меньше, что позволяет сварщику без опасений использовать более плотные токи.
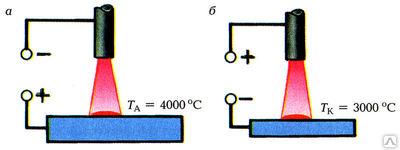
А-прямая Б-обратная
21) Сварочная дуга обратной полярности. Схема строения, области применения.
22)Запишите выражение, характеризующие общее падение напряжения на дуге.
23)Дайте определение СВАХ. Какие виды СВАХ вы знаете? Начертите эскиз жесткой СВАХ. При каких значениях силы тока и видах сварки она применяется?
Зависимость между напряжением дуги, необходимым для поддержания устойчивого горения дуги, и током дуги называется статической вольт-амперной характеристикой дуги.
1 - крутопадающая, 2 - пологопадающая, 3 - жесткая, 4 – пологовозрастающая
24)Классификация источников питания сварочной дуги
Источники питания сварочной дуги классифицируются по следующим основным признакам.
По роду сварочного тока источники питания сварочной дуги бывают переменного и постоянного
тока. К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты. Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
По виду внешних вольт-амперных характеристик источники питания сварочной дуги бывают с пологопадающей характеристикой, применяемой в основном при автоматической сварке под флюсом; с жесткой и возрастающей вольт-амперной характеристикой, применяемой при сварке в защитных газах и электрошлаковой сварке; с крутопадающей вольт-амперной характеристикой, используемой при ручной дуговой сварке. Бывают источники питания сварочной дуги и универсальные, т. е. обеспечивающие получение в нужный момент соответствующей вольт-амперной характеристики: крутопадающей, пологопадающей, жесткой или возрастающей.
По количеству используемых сварочных дуг источники питания могут быть однопостовыми или многопостовыми.
По способу установки источники питания сварочной дуги бывают стационарными или подвижными - переносными.
25)Сварочный агрегат. Определение. Устройство и принцип работы.
Сварочные агрегаты предназначены для сварки, резке и наплавке металлов. Сварочные агрегаты состоят из автономных источников питания состоящих из двигателей внутреннего сгорания и генераторов, которые преобразуют механическую энергию в электрическую. Подобные агрегаты широко используются в полевых условиях: для строительства различных трубопроводов, при работах по прокладке дорог, при освоении новых месторождений, на местах работ по лесозаготовкам, при строительстве или различных ремонтных работах в коммунальном хозяйстве.
Сварочный агрегат - автономная установка для сварки и резки электродуговой сваркой. Агрегат состоит из основных элементов - двигателя внутреннего сгорания и сварочного генератора для выработки сварочного тока. Кроме основных, большинство агрегатов имеют множество вспомогательных элементов. К ним относятгенератор электрического тока для питания электроприборов, блок сушки электродов, систему регулирования сварочного тока и его характеристик, блок снижения напряжения холостого хода, приспособление для воздушно-плазменной резки (ВПР), а также блок прогрева бетона, мёрзлого грунта, льда на реках.
В общем случае, генератор преобразует крутящий момент двигателя внутреннего сгорания в сварочный ток.
Такие агрегаты получили широкое распространение в при проведении сварочных работ в условиях недоступности промышленных электросетей.
26) Сварочный трансформатор. Определение. Устройство и принцип работы
Источник питания, работающий от переменного тока и предназначенный для ручной дуговой сварки, автоматической сварки под флюсом и электрошлаковой сварки, называется сварочным трансформатором. Это устройство представляет собой статический электромагнитный аппарат, основная функция которого — преобразование имеющегося в электрической цепи напряжения (220 или 380 В) в более низкое напряжение вторичной электрической цепи, необходимое для возбуждения сварочной дуги и обеспечения ее горения. |
Энергия в трансформаторе преобразуется за счет переменного магнитного поля и использования необходимого количества витков в первичной и вторичной обмотках, расположенных на магнитопроводе. Так называется сердечник, выполненный из трансформаторной стали (из нее изготавливаются различные электрические изделия, которые в процессе эксплуатации попеременно на- и размагничиваются), которая является тонколистовой, низкоуглеродистой и отличается повышенным содержанием кремния (не более 4%) и малым количеством вредных примесей — фосфора и серы (не более 0,02%). Ее магнитопроницаемость определяет и вес устройства. Если магнитные свойства стали максимальны и магнитный поток протекает через нее с наименьшими потерями, то количество стали, необходимое для аппарата, значительно снижается.
27) Сварочный выпрямитель. Определение. Устройство и принцип работы.
Данное устройство преобразует переменный электрический ток в постоянный, который используется впоследствии для питания сварочной дуги. При этом ток не меняет своей величины и направления. Функционирование сварочных выпрямителей основано на использовании полупроводниковых элементов, как правило, селеновых или кремниевых. Первая разновидность особенно востребована в силу ее низкой стоимости и отменной перегрузочной способности.
28) Инверторный источник питания (инвертор). Определение. Устройство и принцип работы.
Инверторный источник сварочного тока, ИИСТ, Сварочный инвертор — это один из видов источника питания сварочной дуги. Основное назначение всех сварочных источников — обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного процесса является его устойчивость к колебаниям и помехам. Существует несколько видов источников питания сварочной дуги — трансформаторы, выпрямители и инверторы. Инверторный сварочный аппарат появился в 20 веке и стал одним из самых популярных сварочных аппаратов.