

2.3 Разработка технических условий поставки составных частей на сборку нервюры №8 кчк
Технические условия (ТУ) поставки СЧ на сборку нервюры №8 КЧК являются основным технологическим документом, устанавливающим требования к СЧ как элементам сборочных единиц (СЕ). ТУ поставки СЧ на сборку устанавливаются с учетом следующих основных обстоятельств:
схемы конструктивно-технологического членения;
выбранного (разработанного) метода сборки (см. п. 4.3);
схемы сборки (см. п. 4.5);
максимальной производственной завершенности СЧ, поступающих на сборку нервюры №8 КЧК;
наличия, размеров и зон расположения в СЧ компенсаторов и обрабатываемых припусков, предназначенных для обеспечения заданной точности геометрических параметров;
обеспечения собираемости конструкции нервюры №8 КЧК;
конструктивно-технологических характеристик и особенностей СЧ.
ТУ поставки СЧ на сборку нервюры №8 КЧК:
Выдерживание, в пределах установленных допусков, фактических размеров каждого элемента сборочной единицы, равным чертежным, согласно ОСТ 1 00022-80.
Правильность положения всех геометрических контуров деталей относительно базовых осей, единства осей, симметричность.
Использование указанных материалов, выполнение операционных режимов обработки.
Обеспечение необходимых масс элементов.
Покупные агрегаты перед сборкой должны подвергаться входному контролю, включающую, в том числе, проверку наличия технических паспортов и сертификатов качества.
Отсутствие на деталях и узлах трещин, забоин, ржавчины, снятого покрытия и др. дефектов.
Царапины, риски на поверхностях деталей не допускаются.
Выполнение диаметров отверстий под КЭ в пределах назначенного допуска.
Стенка нервюры поступает на сборку с БО, окончательно обработана по торцам.
Компенсаторы имеют НО для сверления отверстий под заклепки в стенке.
Кницы имеют НО для сверления отверстий под заклепки в стенке.
2.4 ВЫБОР И ОБОСНОВАНИЕ МЕТОДА ОБЕСПЕЧЕНИЯ ВЗАИМОЗАМЕНЯЕМОСТИ НЕРВЮРЫ №8 КЧК – УВЯЗКИ. УКРУПНЕННОЕ ТЕХНИЧЕСКОЕ ОПИСАНИЕ МЕТОДА: ПЕРВОИСТОЧНИКИ, СРЕДСТВА УВЯЗКИ, ВЗАИМОЗАМЕНЯЕМЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
Под геометрической взаимозаменяемостью понимается свойство независимо изготовленных СЧ, позволяющее устанавливать их в процессе сборки и заменять в процессе ремонта без подгонки и использования селективной сборки. В авиации для обеспечения взаимозаменяемости применяется увязка – согласование соответствующих геометрических параметров СЧ конструкции и сборочной оснастки для ее сборки.
Для увязки геометрических параметров СЧ конструкции применяются следующие первоисточники увязки: чертеж (Ч), плаз (П), эталон (Э), программа (ПР). Для изготовления первоисточников увязки применяются первоисточники информации (чертежи, технические условия, системы допусков и посадок, математические модели и др.).
Увязка реализуется за счет использования соответствующих средств, а именно:
универсальных инструментальных средств (И);
специальных средств: плоских – шаблонов (Ш) и объемных – макетов (М).
Метод увязки представляет собой метод согласования геометрических параметров базовых поверхностей СЧ и технологической оснастки для сборки. Названия и обозначения методов увязки определяются на основе сочетания названий и обозначений видов первоисточников и средств увязки. На рисунке 2.2 приведена схема классификации возможных методов увязки, по различным классификационным признакам.
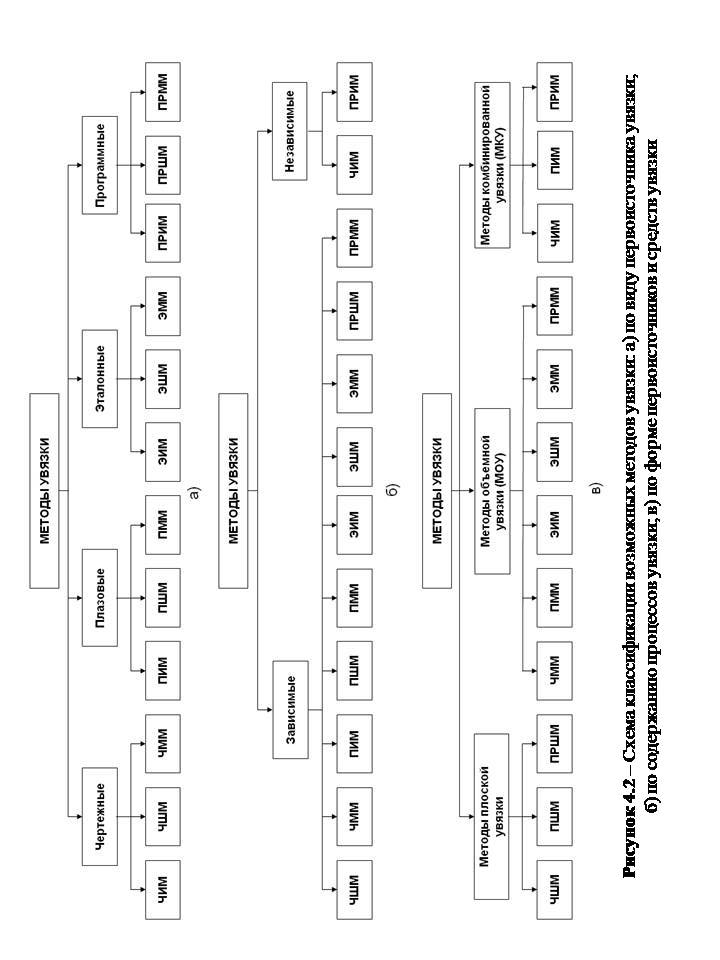

Для увязки нервюры №8 КЧК мною выбран метод ЧИМ, что объясняется простотой конструкции нервюры, возможностью применения чертежей электронных для взаимозаменяемости, а также использования универсальных инструментальных средств. Это независимый метод увязки, который позволяет получить минимальные погрешности при переносе размеров.
Представленная в данном разделе информация является исходными данными для разработки схемы сборки и взаимозаменяемости нервюры №8 КЧК (см. раздел 4.5 настоящего Проекта).