

2 Технологическая часть
2.1 Выбор и обоснование типа производства нервюры №8 кчк
Для изготовления продукции авиационной техники используются следующие типы производства:
1) опытное;
2) единичное;
3) серийное.
Опытное и единичное производство характеризируется очень малым объемом выпуска и широкой номенклатурой выпуска изделий. Оборудование согласно требованиям и спецификации изделия, большой процент обработки материалов и сборки в ручном режиме. Эти типы производства применяются в основном для спецзаказов, при выпуске новых и уникальных изделий с целью проектирования пакета документации для серийных предприятий.
Серийный тип − основное производство авиационной тематики, характерно для выпуска ЛА самого различного назначения и габаритов. Характеризируется следующими основными параметрами:
а) пооперационная разработка техпроцесса;
б) выполнения нескольких периодически повторяющихся операций на одном рабочем месте (Кзо = 1…40 в зависимости от вида серийного производства);
в) размещения оборудования согласно последовательности выполнения этапов техпроцесса.
Для производства нервюр №8 КЧК мною выбран крупносерийный тип производства, что обусловлено актуальностью работ по Ан-148 и, кроме того, возможностью адаптации экономических программ на другие самолеты семейства – Ан-158 и Ан-178.
2.2 ОПРЕДЕЛЕНИЕ (ВЫБОР) И ОБОСНОВАНИЕ МЕТОДА СБОРКИ НЕРВЮРЫ №8 КЧК. УКРУПНЕННОЕ ТЕХНИЧЕСКОЕ ОПИСАНИЕ МЕТОДА: СПОСОБЫ БАЗИРОВАНИЯ, ВИДЫ СБОРОЧНЫХ БАЗ, УКРУПНЕННАЯ ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ СБОРКИ
Сборка – операции базирования, закрепления в сборочном положении и выполнения соединений СЧ при сборке узлов, панелей, секций, отсеков, агрегатов и ЛА в целом. Метод сборки представляет собой совокупность взаимосвязанных решений, регламентирующих способы базирования, виды сборочных баз, последовательность установки СЧ при сборке авиационных конструкций.
Известные методы сборки авиационных конструкций характеризуются следующими особенностями:
способами базирования;
степенью обеспечения взаимозаменяемости при сборке;
объёмом оснастки;
точностными характеристиками;
экономическими характеристиками.
Перечень известных методов сборки, упоминаемых в технической литературе и нормативных документах, включает:
по базовым поверхностям деталей;
по разметке;
по сборочным отверстиям (СО);
по базовым поверхностям оснастки;
по базовым отверстиям (БО);
по лазерным лучам;
по поверхности каркаса;
по наружной поверхности обшивки;
по внутренней поверхности обшивки (по технологическому каркасу).
Выбор метода сборки производится с учетом следующих конструктивно-технологических параметров:
конструктивно-технологическое членение конструкции;
жесткость конструкции в целом и соотношение жесткостей контактирующих между собой соответствующих СЧ;
геометрические размеры и форма;
наличие компенсирующих элементов конструкции, обеспечивающих получение заданных геометрических параметров;
виды и способы соединений СЧ между собой;
наличие подходов к элементам конструкции, используемых в качестве сборочных баз.
При невозможности выбора только одного метода сборки, применяют комбинированный метод, заключающийся в использовании нескольких видов сборочных баз. При использовании нескольких видов баз, т.е. комбинированного способа базирования СЧ, основным способом базирования считают тот, при котором непосредственно формируется аэродинамический обвод конструкции.
Выбор метода сборки нервюры №8 КЧК осуществляется с учетом принадлежности конструкции к соответствующим классу и группе объектов сборки (рисунок 2.1).
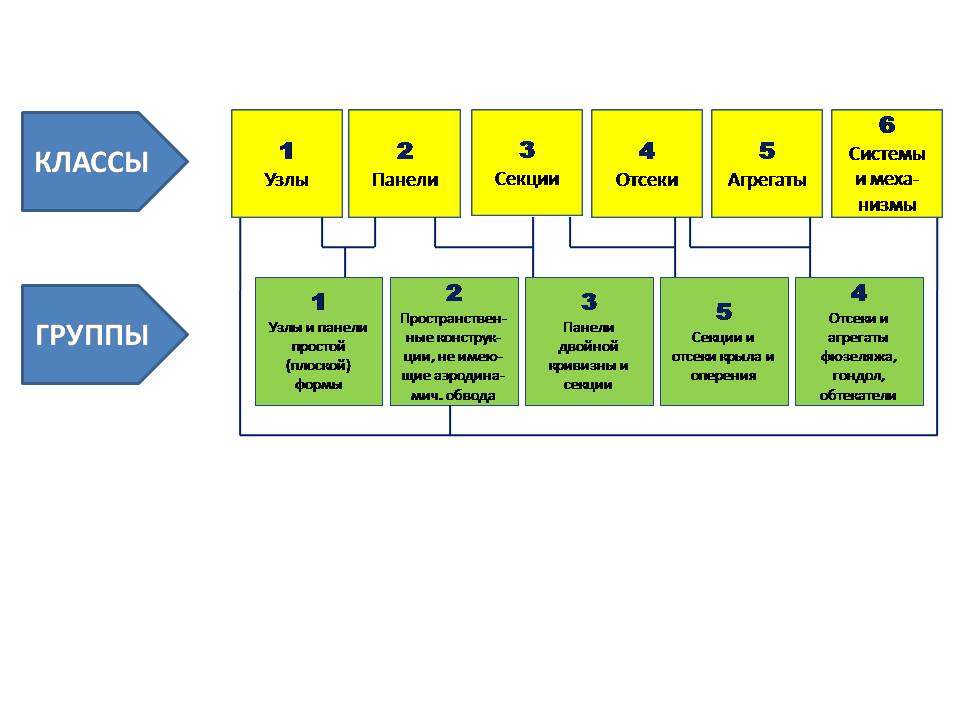
Рисунок 2.1 – Классификация объектов сборки ЛА
С учетом рисунка 4.1, рассматриваемая в Проекте конструкция нервюры относится к 1-му классу, 1-ой группе объектов сборки.
Для сборки нервюры №8 КЧК мною выбран метод сборки по БО и базовым поверхностям деталей, что обусловлено следующими обстоятельствами:
наличие монолитной стенки, которая подразумевает изготовление ее контуров на оборудовании с ЧПУ;
возможность получения точных отверстий – БО.
Техническое описание выбранного метода сборки:
а) способы базирования – отверстия, поверхности;
б) виды сборочных баз – базовые поверхности, БО.
в) укрупненная технологическая последовательность установки СЧ при сборке нервюры №8 КЧК:
Комплектация деталей, входящих в сборку нервюры;
Сверление отверстий предварительных под болты в стенке и кницах;
Установка технологических винтов по стенке и кницам;
Установка болтов по чертежу в остальные отверстия;
Настройка гайковерта, тарированное свинчивание по чертежу с необходимыми крутящими моментами;
Сверление отверстий предварительных под болты в стенке, компенсаторах и кницах;
Доработка на стенде. Сдача БТК.