

Посадочное место подшипника ступицы мотоцикла.
Колесо кроссового мотоцикла с провернутым подшипником. Необходимо добавление нескольких десяток на внутренний диаметр ступицы, выполненной из алюминиевого сплава.
Предварительно обрабатываем поверхность абразивным составом. Потом, наносим состав алюминия с запасом. Сходные работы с различными подшипниками выполнялись часто, нареканий по качеству посадочных мест не было. Обработку напыленного покрытия ведем при малой подачи резца на повышенных оборотах.
Посадочное место полукольца коленвала.
Здесь у нас разбитое посадочное место дистанционного полукольца коленчатого вала блока цилиндров «Мерседес-Бенц», причем материал – чугун. Владелец «Мерса» морально готовится к чуть-ли не замене блока полностью, как ему предрекают мастера. Посадочное место восстановили напылением металла, с последующей обработкой специальной фрезой. Обошлись без замены.
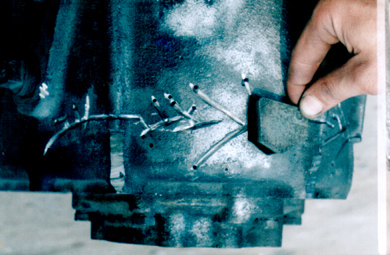
Посадочное место подшипника ступицы "форДа".
В ступице «Форда» имеем проворот подшипника. Сначала пытались предотвратить проворачивание внешней обоймы подшипника, накернили посадочное место, но безрезультатно. Напылили металл слоем 0,3мм на диаметр – обеспечили натяг в посадочном месте. А материал опять чугун.
Посадочное место подшипника электродвигателя.
Разболтанные подшипники электродвигателя. Накатка посадочного места, проверенный способ, результата не дал. Работаем аппаратом, составом алюминия. В виду того, что материал крышек достаточно мягкий и накатка поверхности сделана, подготовку поверхности проводить не будем. Не торопясь, вручную наносим 1,0мм толщины под проточку. Местами у нас получилось и до 2,0мм. Обе крышки протачиваем в необходимый размер. В результате восстановления посадочных мест технологией газодинамического напыления, твердость покрытия превышает прежнюю на 30-40%, и посадка подшипника понадежней заводской.
Ремонт корпуса раздаточной коробки.

Корпус раздатки "Урал". Материал - чугун.

Слегка нанеся металл выделяем все трещины. Трещины разделываем и подготавливаем заглушку.
Потом штифты, и герметизация составом алюминия.
Ремонт колесных дисков
Проблема с колесным диском. Травит воздух.

Здесь литьевой дефект. Проблемы с литьем бывают везде. Разыщем дефект на внутренней стороне. Слегка пройдем порошком по поверхности - сквозные дефекты сразу оттенятся.

Теперь полезно обработать абразивом. Абразивом удалим продукты коррозии и хлипкие места литья.

Теперь составом алюминия заполним дефекты.

Удалим лишний металл.

Готово!
Ремонт впускного коллектора.
Ремонт впускного коллектора требует профессионального подхода, так как деталь отвечает за распределения воздушных потоков по цилиндрам двигателя, придавая ему необходимое движение, а также разряжение, которое возникает в коллекторе, используется в вакуумном усилителе тормозов и для привода впускных заслонок.



При обычном ремонте впускной коллектор на Ауди треснул и лишился крепежа. Для придания прочности конструкции прибегнем к восстановлению сваркой. Нас совсем не интересует качество сварки, на этом этапе ремонта впускного коллектора от нее требуется только прочность.
Качество, герметичность и внешний вид нам обеспечит газодинамический метод. Срежем шарошкой наплывы металла и подготовим разделкой оставшиеся щели к ремонту. Далее нарастим металл с излишком на все дефектные места.



После ремонта, на впускном коллекторе не должно быть никаких пор, щелей, трещин и микро-трещин – наша технология с успехом обеспечит их отсутствие. Проведя напыления (еще употребляют термин «добавление») металла, стандартно убираем лишний металл, придавая аккуратный внешний вид.



В завершении, основную часть, посадочное место, притрем на чугунной плите с порошком карбида бора. Впуск в норме, "Ауди" радует хозяина, собственно сам ремонт коллектора не отнял больше часа.


Цинкование крыла автомобиля
Поверхность стали обрабатываем абразивом. При цинковании можно заполнить все дефекты поверхности - ямочки, каверны. Затем зашлифовать.
После шлифования поверхность будет ровной и гладкой. Стоит слегка пройтись порошком еще раз чтобы поверхность стала матовой - на такой краска лежит очень прочно.
Применение технологии напыления металлов при ремонте гидравлических систем.
Ремонт штоков
Оборудование по напылению металлов позволяет ремонтировать такие повреждения штоков как: раковины, забоины, сколы, отслоения хромированных покрытий. После ремонта поверхность штока отвечает всем эксплуатационным требованиям. Ниже мы рассмотрим примеры и порядок проведения восстановительных работ.
Ремонт задира штока самосвала
Имеем задир штока гидравлической системы подъема кузова самосвала Dong Feng DFL. Материал штока полированная нержавеющая сталь, не хромирование. Гидравлика течет, хотя царапины не глубокие. Предварительная обработка абразивом всей царапины.



Затем состав на основе меди с цинком нанесем покрытие. Максимальной адгезии добиваемся последовательным нанесением сначала тонкого слоя, затем более толстого. Получили бугорок по всей бывшей царапине, шлифуем в размер. Шлифовка приводит к нагреву верхнего слоя покрытия, отсюда диффузия цинка в медь.


Как
результат – после обработки царапины
на штоке блестящая латунная полоска.
Восстановленные напылением штоки
исправно работают в гидросистемах
самосвалов, сальники в порядке, течей
нет.