

14. Газовая сварка и наплавка
ответ
Расплавление сварочного и присадочного металла происходит пламенем, которое получается при сгорании горючего газа в смеси с кислородом
( ацетилен C2H2, t пламени 3200 C).
Сварку и наплавку осуществляют сварочными горелками, которые предназначены для смешивания горючего газа с кислородом и получением сварочного пламени.
Горелки:
По способу подачи горючего газа и кислорода инжекторные или безынжекторные.
По роду применяемого газа.
По назначению – универсальные и специализированные .
По числу факелов в пламени – однопламенные и многопламенные.
По мощности- малой(26-400) средней(400-2800) и большей (2800-7000)л/час.
Мундштуки наконечников горелок:
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
расход |
150 |
250 |
400 |
500 |
1000 |
1700 |
2500 |
Диаметр сопла |
1 |
1,3 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
Угол наклона мундштука горелки к поверхности свариваемого металла зависит от толщины, свариваемых кромок изделия.
Толщина металла |
До 1 |
3-5 |
5-7 |
7-10 |
10-12 |
12-15 |
Угол наклона 0 |
10 |
30 |
40 |
50 |
60 |
70 |
Большое влияние на качество свариваемого шва оказывает сварочное пламя в зависимости кислорода и ацетилена:
Сварочное пламя:
Нормальное количество кислорода равно количеству ацетилена.
Окислительное - избыток кислорода.
Науглероживающие (избыток ацетилена).
Нормальное ацетиленокислородное сварочное пламя делится на 3 зоны:
Ядро.
Восстановительная зона.
Факел.
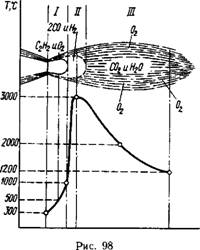
Ядро состоит из растворённых частиц углерода, которые сгорают, выходя за наружную часть ядра. Расстояние от конца мундштука до конца ядра зависит от скорости течения и стечения горючей смеси от горелки.
Восстановительная зона состоит СО2 и Н2 ( результат сгорания ацетилена).
Факел состоит из СО2 и паров воды, (результат сгорания СО2 и Н2).
Пламя не только плавит металл, но и защищает ванну от вредных примесей кислорода и азота, поэтому необходимо, чтобы расплавленный основной металл и конец присадочного металла находились все время в восстановительной зоне пламени.
2 способа сварки: правый и левый.
При правом способе процесс сварки ведется слева направо и горелка перемещается впереди присадочного прутка, а пламя направлено на формирующийся шов. Этим способом легко сваривать потолочные швы, т.к. поток пламени направлен на шов, что препятствует вытеканию металла из сварочной ванны.
При левом способе сварку выполняют справа на лево, горелка перемещается за присадочным прутком, а пламя направляется на не свариваемые кромки и подогревает их, подготавливая к сварке этим способом осуществляется сварка вертикальных швов снизу вверх.
Диаметр присадочной проволоки при левом способе до 15 мм, толщина металла d=s/2+1.
После сварки необходимо провести проковку металла шва в горячем состоянии, чтобы он приобрёл необходимую пластичность.