

Конспект вступного інструктажу.
Тема «РОЗМІТКА МЕТАЛУ»
Після оголошення теми і навчальної мети уроку, майстер перевіряє підготовленість учнів до уроку. Опитування можна провести за картками-завданнями або за допомогою тесту для перевірки знань учнів. Під час використання тестів затрачується мінімум часу і визначаються знання учнів по темі «Розмітка металу».
Застосовуючи розповідь-пояснення, майстер акцентує увагу учнів на тому, що однією з основних умов, що забезпечує високу продуктивність праці, має бути раціональна науково обґрунтована організація робочого місця.
Щоб під час обробки зняти із заготовки тільки припуск і отримати деталь відповідних форм і розмірів, заготовку до обробки розмічають. Розмітка полягає в нанесенні на поверхню заготовки ліній, які визначають відповідно до креслення контури деталі або місця, які необхідно обробити.
Розмітка застосовується в індивідуальному і дрібносерійному виробництві. Розмітка поділяється на площинну і просторову.
Площинна розмітка застосовується під час обробки деталей, які виготовляються з листового матеріалу. При цьому обмежуються нанесенням рисок тільки по одній площині. Крім того, до площинної розмітки відносять розмітку окремих площин деталей складної форми, але тільки в тому випадку, якщо взаємне розміщення елементів деталі, що розмічається, не обговорене детально на кресленні. Точність площинної розмітки невисока ( 0,2 - 0,5 мм ).
Прийомами площинної розмітки неможливо розмітити навіть просте тіло, якщо поверхні його не пласкі. Також прийомами площинної розмітки не можна нанести горизонтальні лінії на бокову поверхню циліндра, перпендикулярні його вісі, так як нема куди прикласти лінійку чи кутник.
Просторова розмітка найбільш розповсюджена в машинобудуванні. По прийомах виконання вона відрізняється від площинної. Важкість просторової розмітки в тому, що необхідно розмічати окремі площини і пов*язувати їх поміж собою. Креслярки служать для нанесення ліній (рисок) на поверхню за допомогою лінійки, кутника або шаблону.
 Виготовляються
креслярки з інструментальної вуглецевої
сталі У10,
У12.
Для розмітки на добре обробленій
стальній поверхні застосовують
креслярки з латуні, а на алюміній риски
наносять гостро заточеним олівцем.
Виготовляються
креслярки з інструментальної вуглецевої
сталі У10,
У12.
Для розмітки на добре обробленій
стальній поверхні застосовують
креслярки з латуні, а на алюміній риски
наносять гостро заточеним олівцем.
Застосовують три види креслярок: круглу, з відігнутим кінцем і з голкою.
Кругла креслярка має вигляд сталевого стрижня довжиною 150-200 мм і діаметром 4-5 мм, один кінець якого загартований на довжині 20-30 мм і заточений під кутом 15°, а інший зігнутий в кільце діаметром 25-30 мм (мал. З, а)'.
В)
Креслярка з голкою (мал. З, г) виконана по типу годинникових викруток; в якості голки можуть бути використані загострені стрижні, які попередньо загартовуються.
Креслярки повинні бути загострені. Чим гостріїна робоча частина, тим тоншою буде розміткоиа лінія і вищою точність розмітки.
Заточують креслярки на заточу- вальних верстатах (мал. 4). креслярку беруть лівою рукою за середину, а пра-' вою - за кінець. Витримуючи кут на-
хилу відносно абразивного круга, з
легким натиском прикладають креслярку конусом до круга, який крутиться, рівномірно повертаючи її пальцями правої руки. Щоб запобігти відпалу, креслярку періодично охолоджують у воді.
Рис.
4 Заточування кресляре.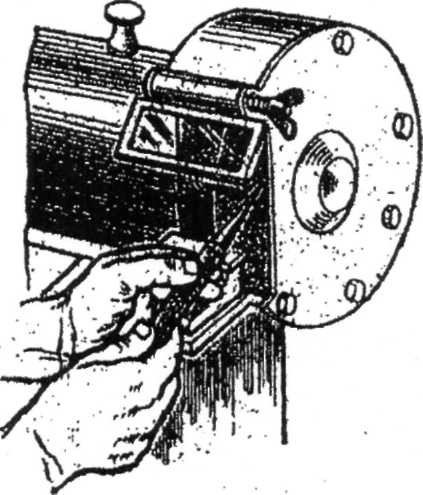
Вивчити креслення деталі, вияснити розміри, її призначення, особливу увагу звернути на припуски на обробку. Визначити базову поверхню, підготувати її до фарбування. .
Заготовки зі сталі (базові поверхні) фарбують розчином' мідного купоросу. На склянку води беруть три чайні ложки ;мідного купоросу і розчиняють його. Відчищену від бруду і мастила поверхню покривають розчином купоросу пензликом. На поверхні заготовки осідає тонкий шар міді, на якому добре видно риски розмітки. Цим способом фарбують тільки стальні і чавунні заготовки, в яких попередньо оброблені базові поверхні.


Рис. 6. Нанесення ліній.
А – нахил креслярки в бік від лінійки,
Б – по направленню руху креслярки
 Лінії
розмітки наносять в такій по
слідовності:
спочатку
проводять гори-; зонтальні, потім
вертикальні, після, цього — з нахилом
і останні - дуги та кресляркою,
бути
нахилена в бік від
лінійки (мал. 6, а) і в напрямі її руху.
Кути нахилу повинні відпо-
відати
даним на малюнку і не зміню-
Лінії
розмітки наносять в такій по
слідовності:
спочатку
проводять гори-; зонтальні, потім
вертикальні, після, цього — з нахилом
і останні - дуги та кресляркою,
бути
нахилена в бік від
лінійки (мал. 6, а) і в напрямі її руху.
Кути нахилу повинні відпо-
відати
даним на малюнку і не зміню-
ватись в процесі нанесення рисок. Креслярку весь час притискають-до лінійки, яка повинна щільно при-, лягати до деталі.
Риску проводять один раз. Якщо лінія нанесена не добре, її фарбують і проводять знову.
 Розмітка
по шаблону застосовується під час
виготовлення великих партій однакових
по формі і розмірах деталей. Шаблони
виготовля-ютьсія з листового матеріалу
товщиною
0,5-1
мм..
Розмітка
по шаблону застосовується під час
виготовлення великих партій однакових
по формі і розмірах деталей. Шаблони
виготовля-ютьсія з листового матеріалу
товщиною
0,5-1
мм..
Тест.
перевірки знань учнів по темі слюсарної справи «Розмітка металу»
-
№
Зміст запитань
Відповіді
1
2
3
1.
Точність площинної розмітки складає.
1. 0,2-0,5 мм
2. 0,3-0,6 мм
3. 0,4-0,7 мм
2.
Кут загострення креслярки повинен бути в межах.
1. 15°
2. 20° .3. 25"
3.
Кругла креслярка є сталевим стрижнем довжиною.
1. 200 мм
2. 220 мм
3. 240 мм
4.
Розчин мідного купоросу готують 3 розрахунку на склянку води декілька чайних ложок купоросу.
1. 3
2. 4
3. 5
5.
Фарбують деталі і розчином крейди. На 8 літрів води крейди беруть.
1. 1 кг
2. 2 кг
3. 3 кг
6.
Для розмітки по шаблону шаблони виготовляються з листового матеріалу товщиною.
1. 0,5-1,0 мм
2. 1,0-2,0 мм
3. 2,0-3,0 мм
Після розкриття правил техніки безпеки, на які необхідно звернути особливу увагу, і розгляду інструкційних карт майстер проводить опитування учнів з метою перевірки засвоєння матеріалу вступного інструктажу, видає завдання і розподіляє учнів на робочих місцях для виконання самостійної роботи.