

11. Принцип работы ультразвукового внутритрубного дефектоскопа типа сd. Схемы контроля.
Метод состоит в регистрации и измерении амплитуды отраженных от трещин сигналов и временных интервалов между зондирующим импульсом, импульсом, отраженным от внутренней стенки трубопровода и импульсом от трещины. Амплитуда эхо-сигнала при этом пропорциональна площади несплошности, служащей отражателем. Схема прозвучивания представлена на рисунке.
Рисунок– схема прозвучивания наклонными преобразователями
Излученная датчиком ультразвуковая волна входит в металл под углом 17° к перпендикуляру к поверхности и распространяется в металле под углом 45°, при этом обеспечивается наилучшее отражение сигнала от трещины. Отраженные сигналы от трещины принимаются этим же датчиком. Для повышения вероятности обнаружения дефектов, прозвучивание производится с двух сторон, сигнал от дефекта может быть принят 2-мя или 3-мя датчиками с каждой стороны. В процессе интерпретации такие сигналы от разных датчиков совмещаются, а по характеристикам принятых сигналов, вырабатывается заключение о свойствах дефекта.
Наиболее удачным методом определения трещиноподобных дефектов, который в основном и используется при разработке дефектоскопов, является теневой с использованием наклонно расположенных ультразвуковых датчиков.
Метод заключается во введении наклонного ультразвукового луча в тело трубы и получении этим же датчиком отраженного от дефекта сигнала. Угол падения луча (наклона датчика) выбирается таким, чтобы угол распространения преломленного луча в стенке трубы был 45° к поверхности (рисунок).
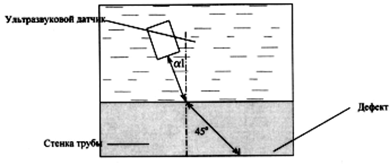
Рисунок – Схема работы наклонного ультразвукового датчика
Ультразвуковая волна, распространяющаяся в стенке трубы, отражается встречающимися трещинами и частично рассеивается. Наибольший отраженный сигнал приходит от трещин, расположенных перпендикулярно направлению распространения волны. С увеличением угла между направлением распространения луча и трещиной, амплитуда отраженного луча, приходящего к датчику, уменьшается. Поэтому для обнаружения разнонаправленных трещин необходимо иметь как минимум две системы датчиков, расположенных взаимно перпендикулярно.
На вход ультразвукового датчика приходит очень сложный отраженный сигнал, из которого необходимо извлечь полезную информацию о наличии трещин и их параметрах. Это достигается обработкой приходящего сигнала электронными и программными средствами на борту прибора-дефектоскопа.
Вышеописанный принцип обнаружения трещин реализован во внутритрубном ультразвуковом дефектоскопе типа CD (Crack Detection – детектор трещин).
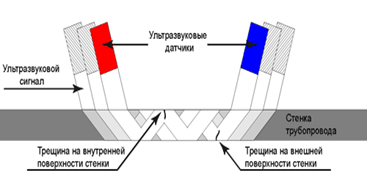
Носитель датчиков ультразвукового дефектоскопа CD сконструирован таким образом, чтобы за один пропуск сканировался весь периметр трубы. Для обнаружения трещин используется большое количество датчиков, расположенных под углом к осевой плоскости трубы, половина которых сканирует в одном направлении, половина датчиков - в другом. Количество датчиков подобрано таким, что каждый следующий датчик сдвинут на половину диаметра датчика в сторону прозвучивания, кроме того, сканирование осуществляется в обе стороны (рисунок).

Рисунок – Схема работы системы ультразвукового дефектоскопа CD
При этом обеспечивается избыточное сканирование всех участков стенки трубы, благодаря чему осуществляется более надежное обнаружение трещин на фоне возможных ложных сигналов из-за изменений геометрии стенки трубы. Кроме того, часть датчиков расположены перпендикулярно стенке трубы для осуществления толщинометрии. Это необходимо для измерения реальной толщины стенки, а также для обнаружения поперечных швов и арматуры, что необходимо для точной привязки дефектов. В реальности количество датчиков, например, для прибора (для труб диаметром 720 мм) составляет 480 датчиков, расположенных на 16 полозах, при этом 240 датчиков сканируют по часовой стрелке, 240 – против часовой стрелки. На каждом полозе установлены два датчика для осуществления толщинометрии.
Датчики установлены на полиуретановых полозах, из которых монтируется очень гибкий носитель, обеспечивающий неизменное расстояние между датчиками и внутренней поверхностью трубы, а также поддерживается необходимый угол падения ультразвукового луча.
Для обнаружения продольных трещин используется носитель с поперечным наклоном датчиков. Для обнаружения поперечных трещин используется носитель с продольным наклоном датчиков.
Вследствие необходимости использования большого количества датчиков, а также сложных алгоритмов обработки информации, резко возрастает объем электроники, потребляемая мощность и, как следствие, количество секций и длина внутритрубного дефектоскопа.