

Подача s- путь, проходимый инструментом вдоль оси заготовки за каждый ее оборот, определяется по таблице и корректируется по паспортным данным станка
Глубина резания t – толщина срезаемого слоя металла, мм Определяется по формуле t= D-d/2
3)Действительная скорость резания определяется по формуле:
д = пDnд/1000, м/мин, где n- число оборотов шпинделя
D- диаметр
4) Основное время обработки определяется по формуле:
Т0=L i /ns , мин, где L- длина резания, i- число проходов, s- подача
Строгальные и протяжные станки и работы, выполняемые на них
Строгание и долбление применяется при обработке плоских и фасонных поверхностей.
Обработку строганием ведут на строгальных станках, обработку долблением – на долбежных.
Работа строгальных и долбежных резцов имеет характер прерывистого резания, врезание резца в заготовку в начале каждого рабочего хода сопровождается ударами. После каждого рабочего хода резец совершает холостой ход. За время холостого хода резец остывает и работает с точки зрения теплового режима в более благоприятных условиях, с другой стороны не стабильный тепловой режим, при котором инструмент перетерпевает циклический нагрев и охлаждение существенно ухудшает условия его работы, значительно снижает его стойкость в сравнению со стойкостью токарного резца при непрерывном резании.
В зависимости от назначения различают следующие типы резцов: проходные, подрезные, отрезные, фасонные.
Изготавливают из инструментальных сталей быстрорежущих, либо оснащают пластинками твердого сплава. По конструкции рабочей части аналогичны токарным резцам.
Элементы резания
Силы резания, скорость резания подчитываются так же как при точении, учитывая прерывистую работу резцов вводится поправочный коэффициент к=0,75
Основное время определяется по формуле:
Т0 = В+в1 + в2 / ns (в мин.)
Где В- ширина обработанной поверхности, s- подача, в1- длина врезания, в2- перебег резца, n- число двойных ходов в минуту.
Строгальные станки. Строгальные станки предназначены для обработки резцом главным образом плоских поверхностей. При строгании прямой ход резца (стола) является рабочим, обратный — холостым; Строгальные станки применяют в единичном и мелкосерийном производстве; их особенностями являются простота конструкции, дешевый инструмент, возможность достижения высокой точности обработки. Низкая производительность строгальных станков может быть в известной мере компенсирована многорезцовой обработкой
Долбежные станки предназначены для обработки фасонных поверхностей, шпоночных пазов, канавок в условиях мелкосерийного производства
Строгание и протягивание. Строганием называют операцию механической обработки, выполняемую резцами при возвратно- поступательном главном движении и прерывистом движении подачи, выполняемом в конце обратного хода. Функции главного движения и движения подачи распределяются между заготовками и инструментами в зависимости от типа станка (продольно-строгального, поперечно-строгального, долбежного, специального).
Н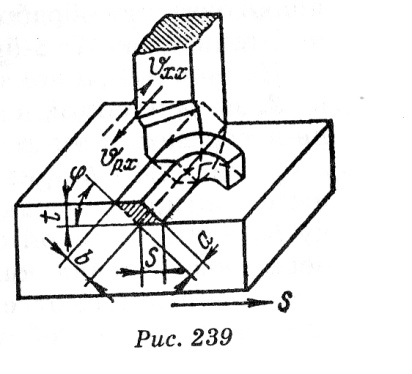 а
рис. 239 приведены элементы резания при
строгании:
t
— глубина
строгания, s — подача, a,
b — толщина и ширина
стружки. Стрелками указано направление
рабочего ир х и холостого vx
х хода.
а
рис. 239 приведены элементы резания при
строгании:
t
— глубина
строгания, s — подача, a,
b — толщина и ширина
стружки. Стрелками указано направление
рабочего ир х и холостого vx
х хода.