

Подбор стандартных деталей Опора аппарата
По диаметру колонны подбираем конструкцию опоры аппарата - стандартная цилиндрическая опора для стальных сварных колонных аппаратов с местными косынками. Основные размеры цилиндрической опоры для колонных аппаратов ГОСТ 26-467-78 [5, с. 287-288]
D |
D1 |
D2 |
DБ |
s1 |
s2 |
s3 |
d |
dб |
Число болтов |
мм |
|
|
|||||||
600
|
800 |
550 |
720 |
8 |
20
|
20 |
35 |
М30 |
6 |

Крышки
В отличие от днищ, крышки являются отъемными узлами, закрывающими корпус аппарата. Отъемные крышки на корпусе аппарата применяются только в тех случаях, когда его невозможно выполнить цельносварным с люком для осмотра, чистки, ремонта, загрузки, выгрузки, монтажа и демонтажа внутренних устройств. Крышки большей частью присоединяются к корпусу аппарата с помощью фланцев.
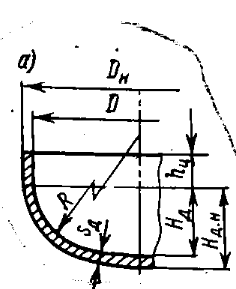
 Днище
аппарата
Днище
аппарата
Днища являются одним из основных элементов химических аппаратов. Цилиндрические цельносварные корпусы как горизонтальных, так и вертикальных аппаратов с обеих сторон ограничиваются днищами. Форма днищ бывает эллиптическая, полусферическая, в виде сферического сегмента, коническая и цилиндрическая. Наиболее распространенной формой днищ в сварных химических аппаратах является эллиптическая форма.
Конструкция днища и его основные размеры подбираются исходя из диаметра аппарата, D = 600 мм.
D,мм |
SД |
HД |
hц |
мм |
|||
600 |
4 |
150 |
25 |
Штуцера
Присоединение трубной арматуры к аппарату, а так же технологических трубопроводов для подвода и отвода различных жидких и газообразных продуктов производится с помощью штуцеров или водных труб которые могут быть разъемными и неразъемными. По условиям ремонтоспособности чаще применяются разъемные соединения (фланцевые штуцера).
Стальные фланцевые штуцера стандартизованы и представляют собой патрубки из труб приваренными к ним фланцами или кованые заодно с фланцами. В зависимости от толщины стенок патрубки штуцеров бывают тонкостенные и толстостенные, что вызывается необходимостью укрепления отверстия в стенке аппарата патрубком с разной толщиной его стенки.

Конструкция стандартных стальных плоских приварных и свободных фланцев для труб и трубной арматуры с выступом или впадиной по ГОСТ 1255-67 [5, c 210]
Основные геометрические размеры [5, c 213-216]:
Назначение фланцев |
DУ, мм |
DФ, мм |
DБ, мм |
D1, мм |
D4, мм |
h, мм |
h0, мм |
d, мм |
dБ, мм |
z |
Ввод в колонну питания |
50 |
140 |
110 |
90 |
59 |
13 |
3 |
14 |
М12 |
4 |
Подача флегмы |
50 |
140 |
110 |
90 |
59 |
13 |
3 |
14 |
М12 |
4 |
Вывод паров из колонны |
150 |
260 |
225 |
202 |
161 |
17 |
3 |
18 |
М16 |
8 |
Вывод кубовой жидкости |
125 |
235 |
200 |
178 |
135 |
17 |
3 |
18 |
М16 |
8 |
Выход кубового остатка |
100 |
205 |
170 |
148 |
110 |
15 |
3 |
18 |
М16 |
4 |
Ввод парожидкостной смеси |
150 |
260 |
225 |
202 |
161 |
17 |
3 |
18 |
М16 |
8 |
Подогреватель питания |
150 |
260 |
225 |
202 |
161 |
17 |
3 |
18 |
М16 |
8 |
Кипятильник |
80 |
185 |
150 |
128 |
91 |
15 |
3 |
18 |
М16 |
4 |
Дефлегматор |
80 |
185 |
150 |
128 |
91 |
15 |
3 |
18 |
М16 |
4 |
Холодильник дистиллят |
25 |
100 |
75 |
60 |
33 |
12 |
3 |
12 |
М10 |
4 |
Холодильник кубового остатка |
50 |
140 |
110 |
90 |
59 |
13 |
3 |
14 |
М12 |
4 |
Фланцы для аппаратов стальные плоские приварные ГОСТ 26-426-79 [5, с 233]
Dy |
Dф |
DБ |
Dl |
h |
s |
d |
dБ |
H |
z |
600 |
755 |
705 |
644 |
30 |
8 |
23 |
М20 |
150 |
24 |
Для создания нормального режима ректификационной установки необходимо:
- следить за поступлением охлаждающей воды в холодильники - конденсаторы, дефлегматоры и ее температурой, не допуская возможности попадания в нее продуктов перегонки;
- поддерживать установленное технологическим режимом распределение температур и давлений в ректификационной установке;
- отбирать готовые продукты из ректификационной установки в соответствии с технологическим режимом;
- обеспечивать отвод конденсата из греющего пространства ректификационной установки, систематически проверять качество конденсата (химическим анализом);
- следить за герметичностью аппаратуры и арматуры ректификационной установки, не допускать потерь перегоняемой смеси и продуктов перегонки через неплотности арматуры, соединений;
- установить контроль за температурой и качеством отходящей воды из греющих камер, поверхностных конденсаторов и др. для предупреждения возможности попадания в них продуктов перегонки;
- установить контроль за состоянием и работой автоматических регулирующих приборов, арматуры, контрольно-измерительных приборов и вспомогательного оборудования.
Конечно, одно из основных условий безопасной эксплуатации ректификационных колонн – обеспечение их герметичности. Причинами нарушения герметичности могут быть:
- повышение давления в аппарате сверхдопустимого;
-недостаточная компенсация увеличения линейных размеров при температурных нагрузках;
- коррозия и эрозия корпуса;
- механические повреждения.
Наиболее опасной причиной резкого повышения давления в колонне может быть попадание в нее воды.
Мгновенное испарение воды вызывает столь быстрое парообразование и повышения давления, что предохранительные клапаны, в силу своей инерционности, не успевают сработать, и может произойти взрыв стенок аппарата. Для исключения попадания воды в колонну необходимо следить за целостностью трубок в подогревателе куба.
 Повышение
давления в колонне может произойти так
же вследствие нарушения температурного
режима процесса ректификации и превышения
пропускной способности колонны по
сырью.
Повышение
давления в колонне может произойти так
же вследствие нарушения температурного
режима процесса ректификации и превышения
пропускной способности колонны по
сырью.
Одной из причин механического повреждения колонны является вибрация, вызываемая неудовлетворительным креплением корпуса к фундаменту и неправильным присоединением обвязывающих трубопроводов. Вибрацию вызывают ветровые потоки, пульсирующая подача продукта поршневыми насосами и компрессорами.
Для уменьшения вибрации колонны устанавливают на самостоятельные фундаменты, не связанные с фундаментами насосов, и надежно крепят. [5]